所以,工艺流程设计,压根不是画图游戏。它是人和机器的对话,是成本与效率的撕扯,是随时会被人性反咬一口的野兽。你把它当宠物养,它就敢给你拉一地屎。
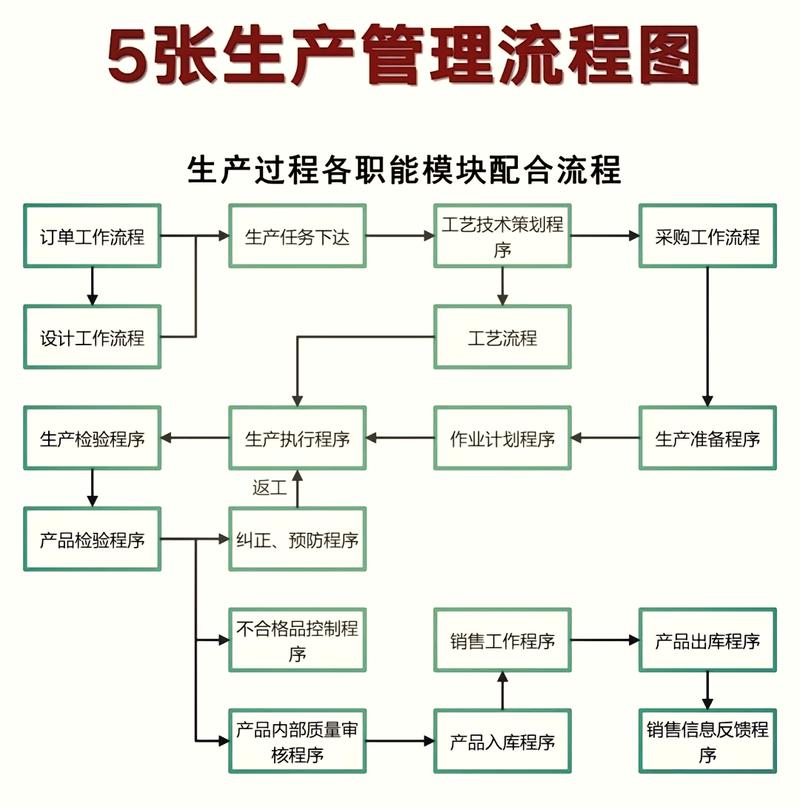
从“完美流程图”到车间骂娘,只有一张图纸的距离
流程设计的死穴,往往在于设计者根本没在产线上站过一天。他不知道操作工弯腰取料要几秒,不知道换刀调机有多烦,更不知道一个多余的动作会让一个老手把花样玩到飞起。你规定的操作顺序?他嫌别手,直接跳过,然后出了问题,记录上永远只会写“已按工艺执行”。可谁去查?
所以,工艺流程设计的核心,不是标准动作的堆砌,而是对“非标准”人性的预判。你得给工人留出偷懒的余地——当然,是安全的、聪明的偷法。比如合并工序,减少转运;设计防错工装,让他想错都错不了。这才是真功夫。
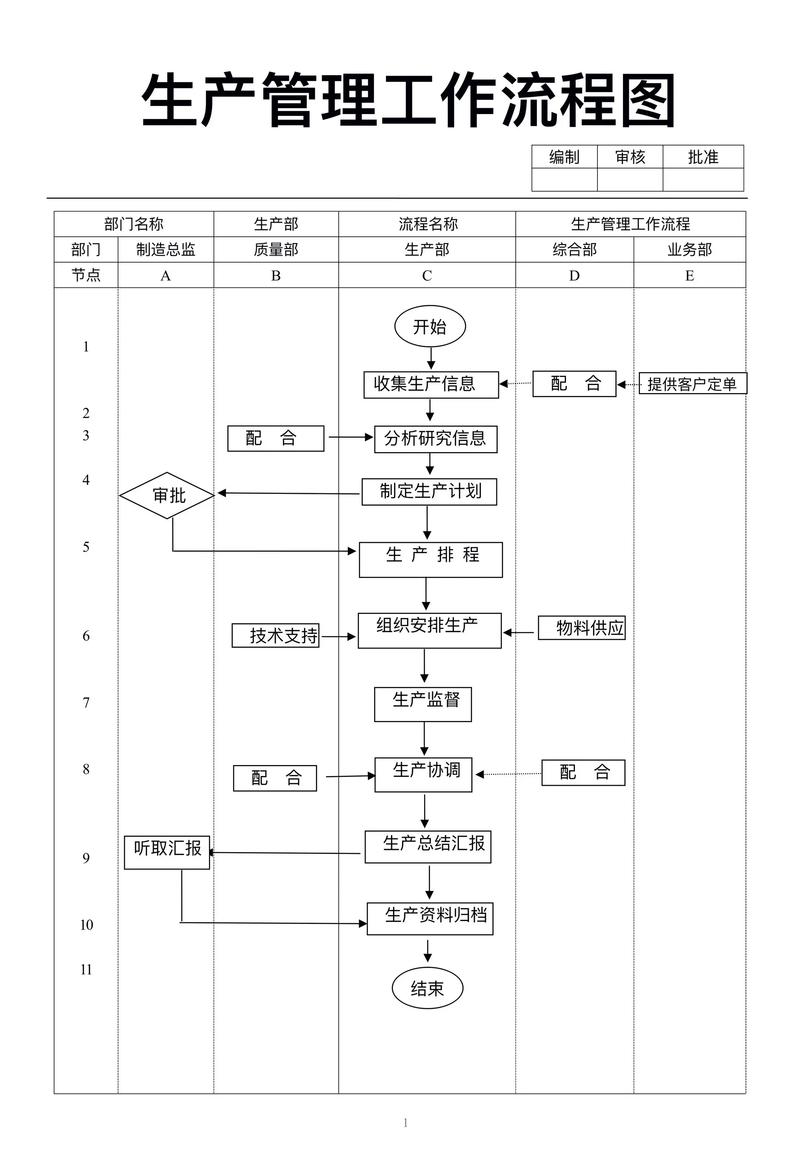
问:为什么设计好的工艺流程一上产线就出问题?
答:因为设计的时候办公室太安静了,没有机床轰鸣,没有交货压力,也没有人冲着你的图纸吐口水。工艺是活的,它要跟人、机、料、法、环每个环节的动态变化搏斗。你画得再合理,忽略了操作者的生理疲劳、技能差异,甚至心情,它就是个死东西。比如,一个需要长时间踮脚操作的动作,年轻小伙忍了,四十多岁的老师傅呢?他会直接搬个凳子过来,然后整套操作顺序全乱。这能怪师傅吗?是你设计反人性啊。还有,很多工艺员喜欢卡节拍,理论算得精准,可实际呢?员工上厕所时间算了吗?来料异常停机算了吗?
价值流图,画对了是金矿,画错了是废纸
现在动不动就讲精益,推行价值流图(VSM)。这玩意太神了,用好了能扒掉三层皮——扒掉浪费的皮。可很多地方画价值流图,完全就是形式主义。一群人关在会议室,对着去年的数据表格,画出一张漂亮的现状图,然后憧憬未来图,贴墙上落灰。有毛用?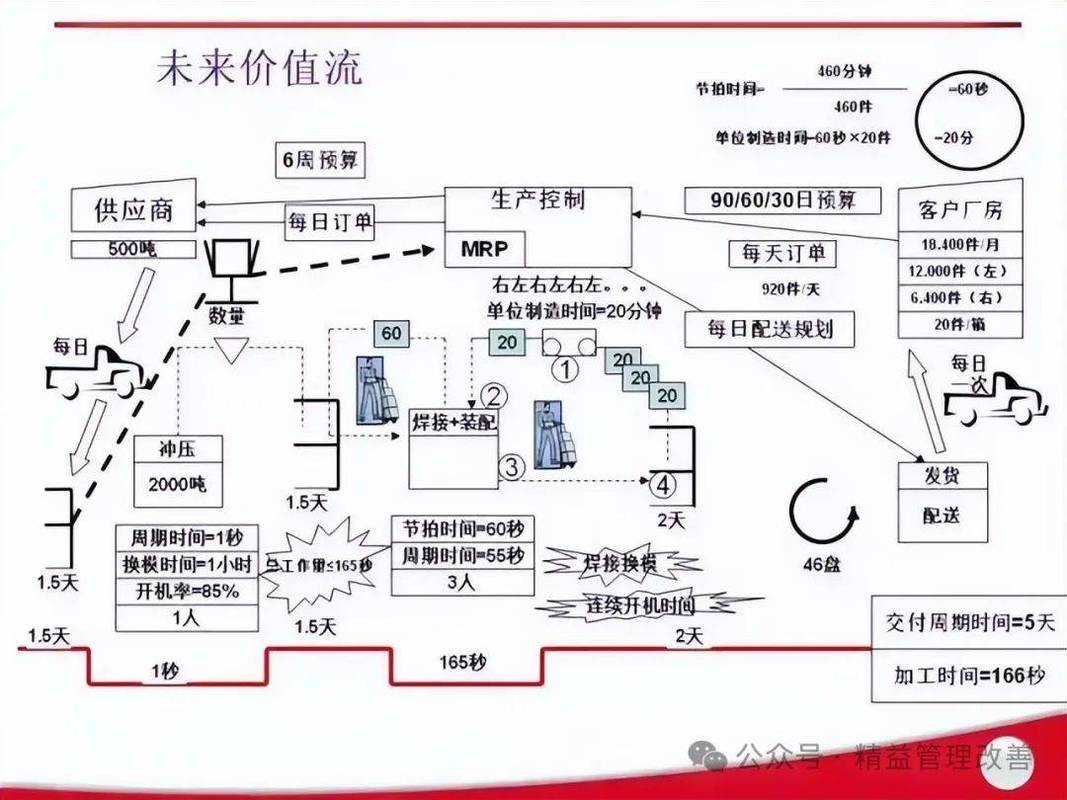
真正的价值流分析,必须拿着秒表,揣着笔记本,盯在现场。你要亲眼看到在制品在哪里堆积,搬运工来回跑了多少冤枉路,设备空转多长时间。我有一回发现,一个车间打磨单元的增值时间只有12%,其余全是等待和搬运。改善措施简单粗暴:移近了上下游,加了个小滑道。就这么个屁大的改动,效率提了30%。你说神奇不神奇?
不过话说回来,价值流图这东西最忌搞成“专家工程”。让IE工程师单独去画,十有八九画出来的是他想象中的流程,而不是真实发生的。
问:价值流图应该由谁来画?
答:必须让一线的人来!班组长、操作工、巡检员,甚至送货的叉车师傅。他们闭着眼睛都知道哪里窝工,哪里别扭。你让他们拿笔在纸上画,可能画得歪歪扭扭,但那个乱,就是真相。IE工程师要做的是引导和记录,然后一起分析数据。否则,你得到的永远是一张被粉饰过的、无痛的、没用的图。别信那些咨询公司带个电脑来就给你出图的,那都是骗子。
数字化?别急着上系统,先补上管理的欠账
为什么?因为基础流程本身就一塌糊涂!数据采集靠手写,物料标识不规范,BOM表错误百出。你指望上一套数字系统就来纠正流程?做梦吧。数字化是放大镜,不是万能药。糟糕的流程,数字化之后只会更高效地制造混乱。我见过一个工厂,上MES后,因为员工抵触录入,导致系统里数据全是假的。生产调度根据假数据排产,整条线直接崩了,比手工排产时候还糟。
所以,谈工艺流程设计,无论新旧,先做标准化再谈智能化。你得把作业指导书做得一看就懂,把5S做到位,把流转卡、追溯码弄得服服帖帖。这些基础打不牢,任何高大上的系统都是空中楼阁。说实话,现在有些年轻工艺师,连公差配合都搞不清楚,就张嘴闭嘴“数字孪生”,我听着就来气。真的,花点时间在车间里泡泡,比听十个论坛都有用。
哎呀,一说就停不下来。工艺这活,就是这样,处处是坑,也处处是惊喜。当你设计的流程让师傅不再骂娘,当你看到产线顺滑得像上了油,那点成就感,比啥都强。所以,下次再有人拿着教科书上的完美流程图跟你谈设计,你可以直接把这张实拍图甩他脸上:看,这才叫工艺,活的!