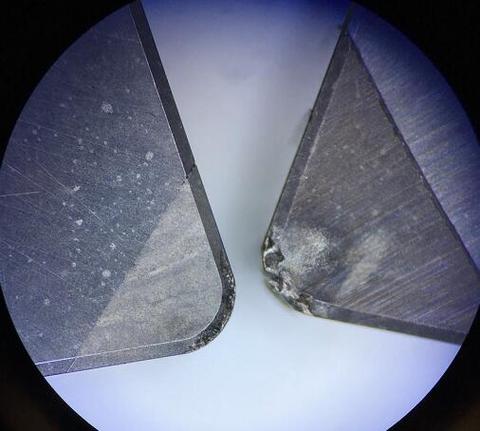
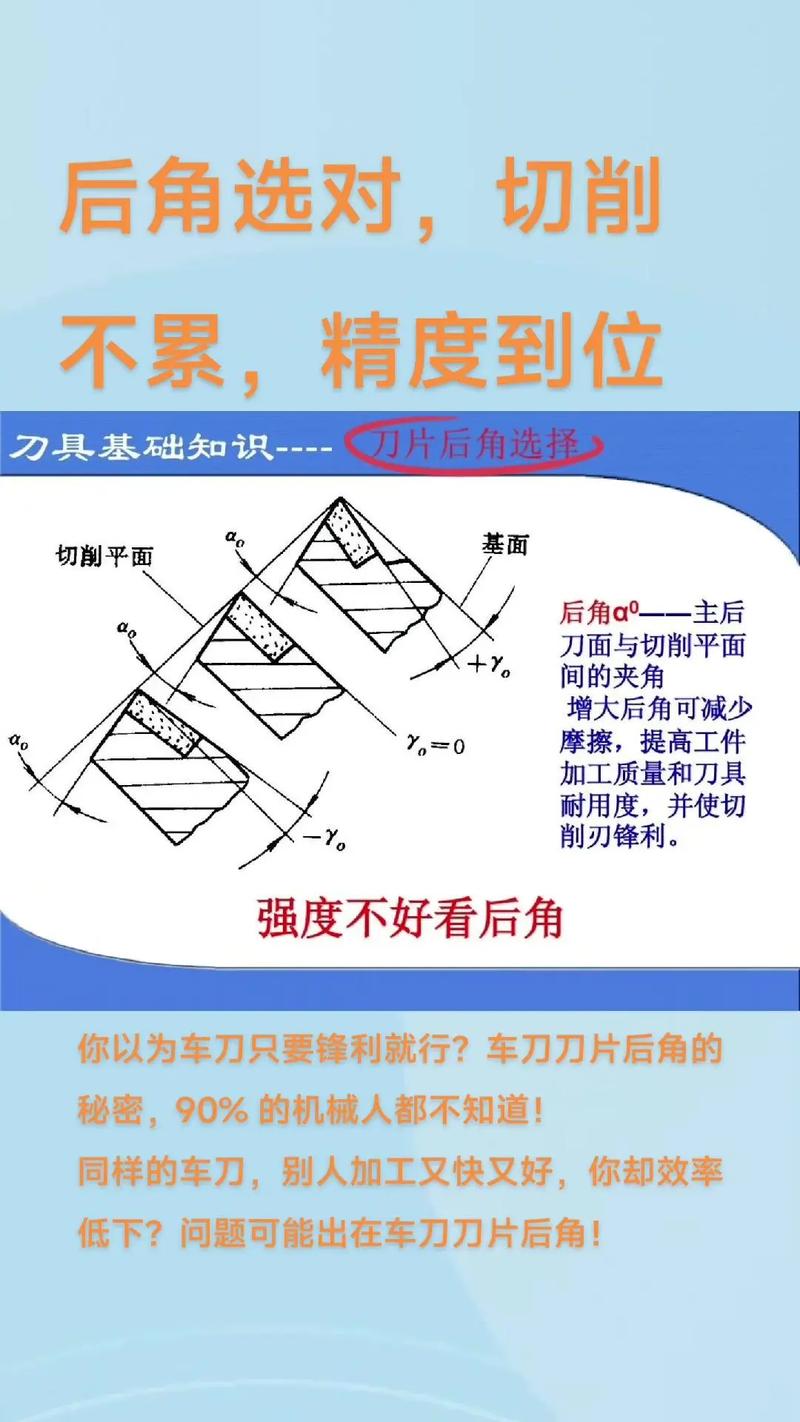
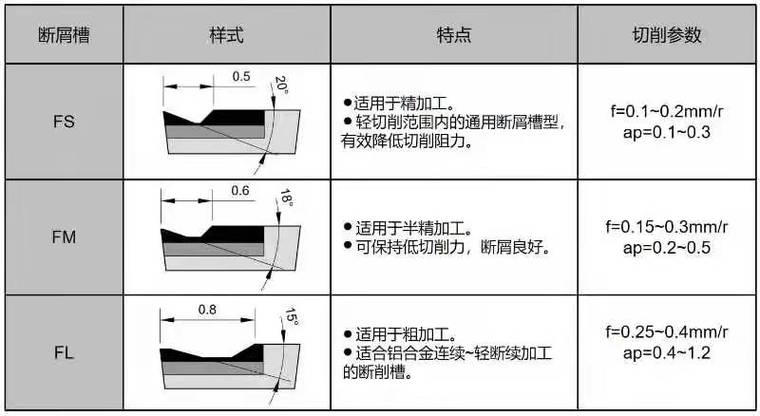
干车床十五年了。什么东西要命?车刀。 我至今记得学徒时那次事故——刀尖崩飞,像子弹一样擦着耳朵过去。那声音……这辈子都怕。从那以后,我选刀、磨刀、用刀都像伺候祖宗。 说真的,车床上的活儿顺不顺,七分在刀。但很多人不懂,甚至被卖刀的忽悠瘸了。今天不扯虚的,聊点扎心的实战经验。 刀片材质:不是越硬越好,还得看你怎么用 硬质合金车刀磨损形态对比图 刚入行时,我迷信“硬”。以为硬就是耐用。结果——啪啪打脸。有一次车一根调质棒料,上了个CBN刀片,想着牛刀杀鸡总没问题吧?结果切了没两刀,刃口直接蹦成锯齿。$800一片啊!心绞痛。 后来师父骂我:“你也不看什么工况!CBN虽硬,但脆,断续切削就是找死。” 对,材质选择一定要看加工类型。常规钢件,硬质合金是王道,YT15打遍天下。但遇到淬硬钢、铸铁,就得请出陶瓷刀片或CBN。不锈钢?用YW2,别省那点钱,否则刀具寿命蹭蹭掉。 说个反常识的事:有时候软材料更费刀。比如纯铝,别看软,粘刀粘得你怀疑人生。这时候就得用锋利刃口+大前角的刀片,最好带涂层。明白了吧?✅ 材质匹配是基础,不然等着断刀吧。 几何角度那些事儿:前角、后角,差一度就报废 车刀前角后角几何图解 我见过太多人,买来刀片直接装,根本不看角度。其实可转位车刀的槽型已经决定了大部分角度,但刀杆的安装误差能毁所有。有一次我徒弟抱怨新刀片不耐用,我一检查——刀尖低于中心0.5mm。就这0.5,后角被吃没了,后面磨得一塌糊涂。 前角决定切削力。正前角锋利,但刀尖弱;负前角强壮,但切屑变形大吃力。车软钢用正前角,干硬料用负前角。💡 关键点:刀尖圆弧半径常被忽略。粗车要大圆角,耐冲击;精车要小圆角,尺寸准。有个老炮跟我说,他精车轴承座,圆弧从0.8换到0.4,圆度直接稳了。神不神? 还有主偏角。90度偏角扛振,但径向力大,易弯工件。细长轴就得用75度甚至45度,让力往卡盘方向去。这些细节,书本上不会告诉你,全凭实践砸出来的教训。 问:为什么我的车刀刚换上去就崩了?中心也对,切削参数也没问题。 答:首先检查刀片螺丝。扭矩不对,刀片夹不紧,振动下微动磨损加剧,很快就崩。其次,刀垫。很多人忽视刀垫,用久了表面不平,刀片坐不稳,切削时微抖,累积应力集中。再有,工件有没有硬皮?锻件冒口、焊渣,上去就是硬碰硬,必须先用负角刀片“扒皮”。要是全排除,请掏出你40倍的放大镜——可能刀片本就有微裂纹,运输磕碰造成的。别问,退货。 断屑!断屑!别让它缠成钢丝球 车刀断屑槽设计示意图 想起一次惨剧:车不锈钢,切屑不断,缠成一大团,把刀杆都拽动了。我伸手去拽——别骂了,我知道违规——手套瞬间被卷进去。幸亏有急停。手肿了一周。从此以后,我对断屑槽执念深重。 断屑槽不是花里胡哨的装饰。它的形状、宽度直接影响切屑曲率。粗加工要用“宽槽、浅槽”,让切屑卷成大C形;精加工用小进给,得配“窄槽、深槽”,不然断不了。有时候参数不会调,就换槽型。比如从-QM换成-GM,立马见效。 还有个绝招:冷却液喷嘴对准刀尖,高压断屑。但很多老床子没那条件,那就老老实实在刀上磨个断屑台。别嫌磨刀麻烦,磨刀是车工的基本尊严。✅ 建议新手多练手磨,知道角度怎么来的,用可转位刀片才不发懵。 涂层是个玄学?还是真香? 涂层是个玄学?还是真香? 问:涂层刀片就那么神?没涂层就干不了活了? 答:香是真香,但别神化。涂层本质是隔热处理和减磨。比如TiN,金黄色,降低摩擦系数,通用性强。TiCN更硬,适合高速。Al2O3耐高温,干式切削的王。但涂层不是万金油:涂层掉了,基体一塌糊涂;涂层太厚,刃口钝化,切不动。有次我用某大牌涂层刀车钛合金,就是不起屑,换成无涂层超细颗粒硬质合金,锋利刃口,立马顺滑。所以涂层选择要看加工材料和速度。低速断续切削,涂层可能剥落更快,不如锐利刃口实在。 最后啰嗦一句:刀具寿命不是越高越好。有时候刀具寿命太长意味着切削参数太保守,效率上不去。设定合理寿命(比如15分钟一个刃),经济性反而更好。算总账,别只盯着刀片单价。 车刀这点事,聊起来没完。但悟透了,你站床子前就心里有底。毕竟,那旋转的轰鸣声里,刀就是你的搭档。对它好点,它就不给你撂挑子。