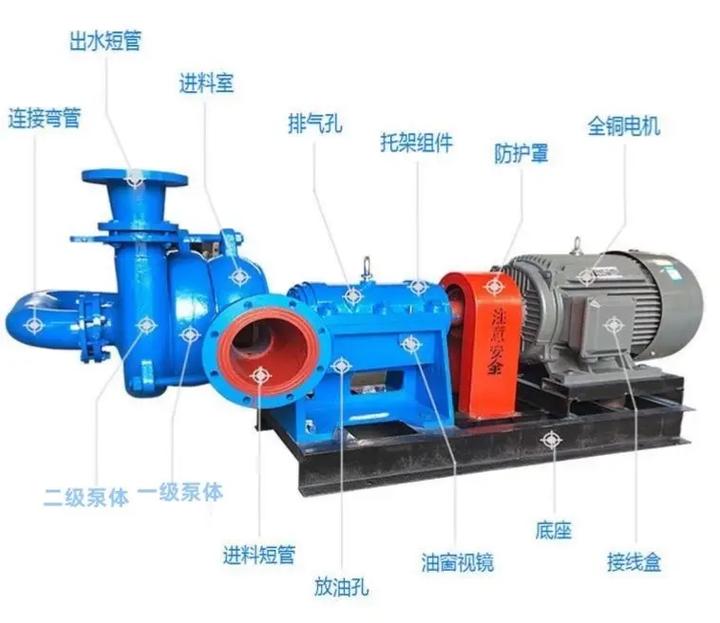
选型那破事儿,真不是翻翻样本就能定下来的。上周去山东一家化工厂,他们新上的压滤机,用了不到仨月,滤布糊得像块硬纸板,出泥含水量高得离谱——操作工跟我抱怨,这机器简直是个’水货’。可当初招标时,各家参数表都漂亮得不行,滤室容积、过滤面积、最高压力… 看着都挺唬人。 工业压滤机现场安装调试实拍 参数表的猫腻,教你一眼看穿 参数表的猫腻,教你一眼看穿 那些销售给你的过滤面积,基本都是理论值,算的是滤室全部展开的面积。可实际使用呢?泥饼不可能完全填满每个角落,尤其碰到粘性物料,角落里的滤布早被糊住了,真正的有效过滤面积能有七成就谢天谢地。更恶心的是,有些厂家玩文字游戏,用’公称面积’替代有效过滤面积,你拿回去一算,处理量怎么都达不到——滤室深度、进料压力、物料沉降特性,这些实操指标在参数表上根本体现不出来。 说实话,我见过最离谱的,某家买的厢式压滤机铭牌标着200平米,实际进料试机,泥饼厚度连30mm都不到,因为他的物料含固率太低,滤室根本没填满就到了压榨压力。最后只能加预浓缩罐,额外多花十几万。 问:压滤机选型时,过滤面积到底该怎么算才靠谱? 答:千万别直接用厂商给的面积去算处理量,一定要打折扣。我的经验是,先拿物料做小试,测出滤饼的湿基比重和滤布对物料的截留率,然后根据要求的单批次循环时间、泥饼厚度反推所需过滤面积。简单说,你要先确定自己想要多厚的泥饼——太薄了卸泥费劲,太厚了脱水效果差,一般市政污泥控制在30-35mm,工业废酸中和后的硅藻土滤饼我建议不超过25mm。然后用泥饼体积除以循环时间,再除以实际过滤速度(小试速度的80%),这才贴近真实。记住,算出来的面积再往上浮动15%左右,给滤布老化和操作波动留余量。 别再死磕过滤面积,实际工况才是爹 很多人选型就盯着面积和压力,却忽略了一个致命因素——进料泵的选型匹配。你选的泵流量太大,初始进料阶段一下子把滤室撑满,滤饼还没形成就被高压挤压,滤布直接刺穿;流量太小,进料时间拉长,循环周期变长,每天处理批次减少。更糟的是,有些物料有温度要求,比如电镀废水加温到40℃以上才容易脱水,结果泵选的隔膜泵,压力波动大,密封件受不了,一个月换两回。 压滤机进料泵与管路连接示意图 还有滤板材质,这坑我踩过。当年用铸铁板处理含氯离子废水,两个月腐蚀得坑坑洼洼,泥饼粘板,天天人工铲泥。后来换成增强聚丙烯,又因为物料里含溶剂,溶胀变形,板框压不紧,喷浆喷得像喷泉。现在学乖了——先做材质浸泡试验,把滤板样片丢在物料滤液里,60℃烘箱放一周,看增重率、表面硬度变化。别信厂家嘴里的’耐腐蚀’,自己试出来的才作数。 问:压滤机滤布该怎么选?多久换一次? 答:滤布的选择比选老婆还讲究。首先要看透气率和截留精度——这两者往往对立,透气好截留就差点。像活性白土这种超细颗粒,你得用覆膜滤布,表面光滑不粘泥,但价格贵一倍;常规污泥就用丙纶长丝滤布,耐磨。换布周期没定数,如果发现出液变浑浊,或者循环时间突然延长20%以上,就要检查是不是滤布孔隙堵了。可以用高压水枪清洗,但最多洗两次,第三次果断换新,因为反复高压冲洗会把滤布拉松,纤维断裂,反而更容易堵塞。另外提醒一句,滤布安装时切记正反面,有些新手装反了,光滑面朝泥,一天下来泥饼粘得像胶布,拆都拆不下来。 选型实操:从泥浆到滤饼,到底该怎么试? 选型实操:从泥浆到滤饼,到底该怎么试? 真打算买设备,光听销售的肯定不行,必须做上机小试。跟厂家沟通,先送50公斤物料去他们实验室,用0.1平米的实验机跑完整流程。你得盯着几个关键数据:滤液浊度(看是不是清亮)、滤饼含水率(用微波炉烘干法测)、滤饼卸除是否容易(别靠人工敲打)。有些物料在实验室挺好,一放大到实际,因为泵的压力曲线不同,或者滤室深度变大导致压差分布改变,效果天差地别。所以有条件的话,争取让厂家拉一台小型机到现场做连续批次试验,至少跑20个循环,看滤布堵塞趋势、液压系统保压情况。 我记得有一次做钛白粉的酸性废水,小试效果完美,结果现场中试,由于物料里混了少量未反应的钛渣,硬度很高,把隔膜压榨的橡胶膜片划得全是口子,三天不到就漏气。后来只能改用高压空气吹脱代替隔膜压榨——这教训,花多少钱也买不来。 最后提一嘴自动化控制。现在好多厂都上PLC触摸屏,拉板、压紧、进料、压榨、吹气、卸泥全自动,看着高大上,可一旦传感器失灵,整套系统就傻在那儿。我们那台,因为卸泥刮板的位置开关被泥糊住,程序判断永远有泥饼,无限循环刮板动作,最后把刮板电机烧了。所以再好的自控,也得配上可靠的原位传感器和手动应急。我建议购买时要求厂家提供硬线急停和手动液压泵,别图省事儿全依赖电子按钮。 选型这事儿吧,看似简单,其实是个需要经验积累的活儿。别再被那些闪闪发光的参数表迷惑了,多去现场转转,多和操作工聊聊,你会发现,真正的诀窍全都藏在那些脏兮兮的卸泥坑旁边。