2026-07-05 06:59:35 作者:网编
分类:文章
你见过那种表面光滑得像塑料,敲起来却是金属的东西吗?没错,那就是浸塑。这玩意儿,远比你想象中有趣。前几天去一个五金厂,看到工人把一堆黑乎乎的铁架子往一个槽里一浸,提出来就变成了五颜六色的成品,瞬间觉得——这工艺真TM神奇!真的,没夸张。浸塑,说白了就是给金属穿上一件塑料外衣,不过这件衣服,防风防雨还防手贱。
浸塑的前世今生与基本原理
说实话,浸塑这工艺不算新,上世纪四五十年代就有了。最初就是聚氯乙烯(PVC)糊树脂弄出来的,后来才发展出聚乙烯(PE)、尼龙这些材料。原理呢,简单得让人想笑:把金属件加热到一定温度,往塑料粉末里一蘸,粉末熔化,附着,冷却后就成了。复杂吗?一点也不。但里面的门道,多到你怀疑人生。温度高了,涂层流挂;低了,粘不上去;粉末粒度不对,表面全是麻点。这就是为什么好多人自己买设备回来搞,结果成品像癞蛤蟆皮。
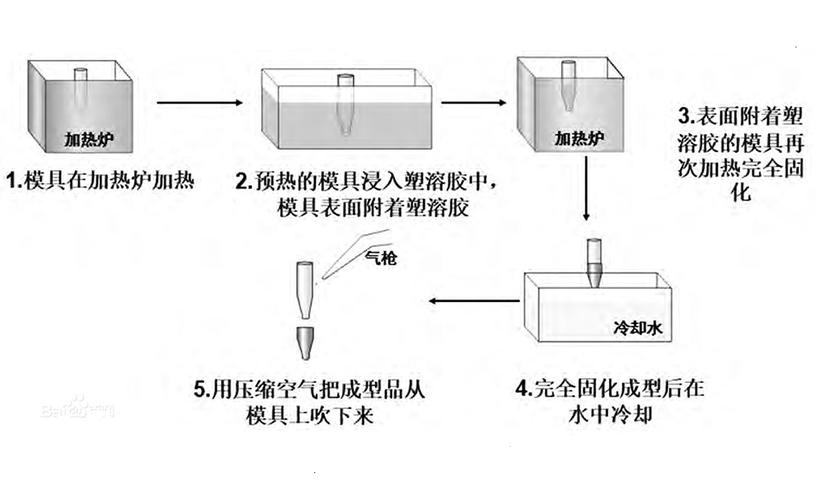 浸塑工艺线示意图
早期最经典的案例是什么?自行车篮子。八九十年代,满大街的自行车,车篮子都是浸塑的,花花绿绿,还不容易生锈。现在呢,应用更广了,从工具手柄到医疗器材,从超市推车到公园护栏,凡是需要“金属骨架+塑料皮”的地方,都有它的身影。
浸塑工艺线示意图
早期最经典的案例是什么?自行车篮子。八九十年代,满大街的自行车,车篮子都是浸塑的,花花绿绿,还不容易生锈。现在呢,应用更广了,从工具手柄到医疗器材,从超市推车到公园护栏,凡是需要“金属骨架+塑料皮”的地方,都有它的身影。
材料选择:PVC还是PE?这是个问题
浸塑用的料,市面上主要分两类:PVC浸塑粉和PE浸塑粉。选哪个?这得看你要干嘛。PVC软,手感肉肉的,有弹性,防滑性好,所以工具钳、剪刀手柄、衣架这些,几乎都用它。PE呢,硬一点,耐候性强,户外栏杆、公园长椅、公路护栏,风吹日晒雨淋,PE扛得住。还有更贵的,尼龙粉,那玩意儿耐磨,但成本高,一般用在特殊轴承或齿轮上。
我见过最离谱的失误:一个客户做海鲜养殖箱,非要省成本用PVC,结果海水一泡,天天掉皮。后来换成PE,屁事没有。所以,别犟,材料特性摆在那,该花多少钱,一分都省不了。
问:为什么有的浸塑产品表面有疙瘩,不光滑?
答:多半是粉料受潮了,或者预热温度没控制好。还有可能是浸塑槽里有杂质。要保证粉料干燥,定期清理槽子,温度也要恰到好处,太高太低都不行。另外,有些粉本身流动性差,需要加助剂,或者用更好的浸塑设备,比如带振动流化床的,能让粉末均匀粘附。
 彩色浸塑金属制品展示
彩色浸塑金属制品展示
浸塑不是无所不能,它的雷区在哪里?
 浸塑不是无所不能,它的雷区在哪里?
浸塑最大的优点——厚涂层、柔韧性好、绝缘、防腐。但短板也明显:首先,厚度控制是个玄学。你想涂0.5毫米?靠人工手感,几乎不可能。必须用模具刮或者离心甩,不然厚度能把公差逼疯。其次,边角覆盖,金属的棱角处,粉末总是挂不住,一碰就露底,得反复浸或者先做倒角处理。再有,效率问题,浸塑是热工艺,工件预热、浸粉、后加热流平、冷却,一个循环下来快不了,跟喷塑比,速度差一截。
还有一点,环保压力。PVC热分解会有点味道,现在都得配上废气处理,不然环保局分分钟上门。这些坑,新入行的往往栽得头破血流。
问:浸塑和喷塑到底有啥区别?我一直分不清。
答:简单说,浸塑是热工艺,把预热后的工件浸到塑料粉末里,粉末受热熔化附着;喷塑是静电喷涂,粉末带电吸附在冷工件上,再固化。浸塑的涂层更厚,手感肉肉的,喷塑薄而均匀。浸塑适合需要柔软触感或厚保护层的场景,比如工具手柄;喷塑更适合外观装饰。成本上,小批量浸塑便宜,大批量喷塑划算。
✅ 小贴士:如果你要浸塑的工件有小孔或者螺纹,一定要提前堵住,不然粉末钻进去,清理到你崩溃。市面上有专用的耐高温胶塞,别省那点钱。
说实话,浸塑工艺发展到今天,已经不再是粗放型的活了。自动化浸塑线、机器人抓取、激光测厚,高端得很。但奇怪的是,很多小厂还在用土办法,老师傅手一摸就知道温度行不行,这种经验,机器还真替代不了。
这就是浸塑,简单又复杂,便宜又万能。下次你握住一把浸塑手柄的钳子,或者靠在公园浸塑长椅上,可以想想,这层塑料皮背后,是多少次失败的尝试堆出来的。
浸塑不是无所不能,它的雷区在哪里?
浸塑最大的优点——厚涂层、柔韧性好、绝缘、防腐。但短板也明显:首先,厚度控制是个玄学。你想涂0.5毫米?靠人工手感,几乎不可能。必须用模具刮或者离心甩,不然厚度能把公差逼疯。其次,边角覆盖,金属的棱角处,粉末总是挂不住,一碰就露底,得反复浸或者先做倒角处理。再有,效率问题,浸塑是热工艺,工件预热、浸粉、后加热流平、冷却,一个循环下来快不了,跟喷塑比,速度差一截。
还有一点,环保压力。PVC热分解会有点味道,现在都得配上废气处理,不然环保局分分钟上门。这些坑,新入行的往往栽得头破血流。
问:浸塑和喷塑到底有啥区别?我一直分不清。
答:简单说,浸塑是热工艺,把预热后的工件浸到塑料粉末里,粉末受热熔化附着;喷塑是静电喷涂,粉末带电吸附在冷工件上,再固化。浸塑的涂层更厚,手感肉肉的,喷塑薄而均匀。浸塑适合需要柔软触感或厚保护层的场景,比如工具手柄;喷塑更适合外观装饰。成本上,小批量浸塑便宜,大批量喷塑划算。
✅ 小贴士:如果你要浸塑的工件有小孔或者螺纹,一定要提前堵住,不然粉末钻进去,清理到你崩溃。市面上有专用的耐高温胶塞,别省那点钱。
说实话,浸塑工艺发展到今天,已经不再是粗放型的活了。自动化浸塑线、机器人抓取、激光测厚,高端得很。但奇怪的是,很多小厂还在用土办法,老师傅手一摸就知道温度行不行,这种经验,机器还真替代不了。
这就是浸塑,简单又复杂,便宜又万能。下次你握住一把浸塑手柄的钳子,或者靠在公园浸塑长椅上,可以想想,这层塑料皮背后,是多少次失败的尝试堆出来的。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:浸塑:从一根铁丝到艺术品的“塑形”之旅
文章链接:https://www.zystgy.cn/a/54562