刚进车间那会儿,师傅扔给我一句:“粉末喷涂?原理简单得跟静电吸尘一样,但你要能把良率做到98%以上,算你出师。”我当时还不屑。结果第一个月,针孔、桔皮、掉粉……全让我赶上了。说实话,粉末喷涂这玩意儿,入门容易精通难,太多细节藏在看不见的地方。不过话说回来,搞懂了它的脾气,你就能让产线稳稳当当,成本还比喷漆低一大截。
为什么现在满大街的钣金件都爱用粉末喷涂? 环保是一方面,没有VOC排放省了废气处理的钱。更关键的是,它耐刮、耐候,颜色还饱满。但别以为买了套设备就能坐着数钱——那才是个开始。

喷涂前处理:八成缺陷的根源
我见过最冤的翻车,是某厂急着交货,把刚冲压完的工件直接挂上喷涂线。结果涂层大片脱落。前处理?那厂长老兄说,水冲冲就行了呗。大声告诉我,这能不出事吗! 工件表面的油污、氧化皮不除掉,粉末压根粘不住。磷化或者硅烷处理,得按工艺卡严格来,水温、浓度、时间少一个都不行。有些厂为了省钱用脱脂剂反复兑水,pH值都酸得能除锈了,反而腐蚀了底材。真是省小钱吃大亏。
问:前处理后的工件能放多久再进行粉末喷涂?
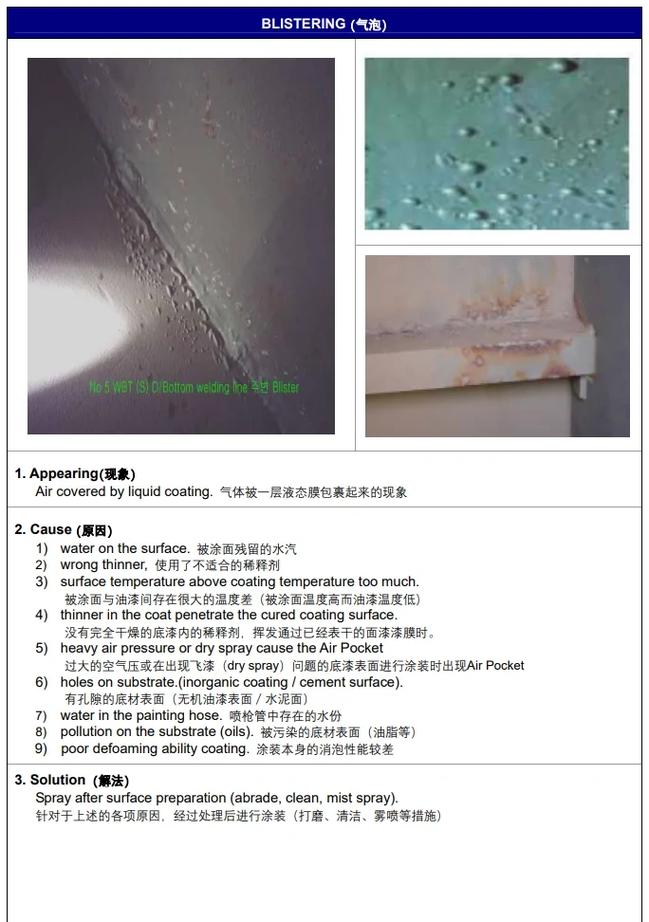
答:看车间环境。湿度低于60%的话,搁个四小时问题不大;要是碰上回南天,两小时内必须喷完,不然铁红都长出来了。我习惯用手指摸一下表面,感觉发涩、没有滑腻感,那就能挂上去。别信什么“放了半天没事”的鬼话,等到涂层起泡就傻眼。
粉末回收:省钱还是废料?
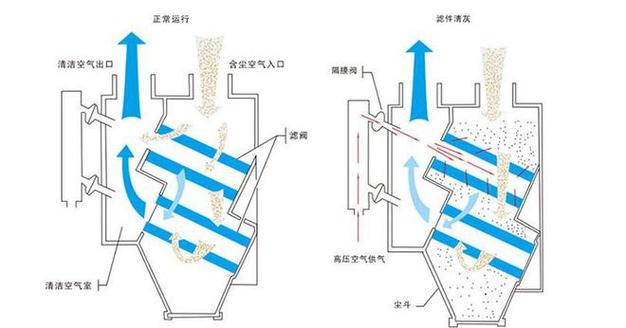
粉末涂料利用率理论上能到95%以上,靠的就是回收系统。可回收粉真能直接掺回新粉用吗?💡 这里面门道深了。回收粉里混着空气水分、细尘,粒径分布也变了,流动性差。你要是生产低端货架,掺个20%可能看不出区别。但如果是汽车外饰件,一粒杂质就报废一件活儿。我建议——高危产品坚决不用回收粉,普通件掺比不超15%,而且必须过筛。那些号称“全闭环零废料”的供应商,笑笑就好,他们自己车间肯定也堆着报废粉。
问:为什么有些回收粉喷出来有密密麻麻的缩孔?
答:多半是混入了不相容的粉末。哪怕只有一丁点,也会污染整桶粉。比如环氧聚酯混合粉里不小心带进纯环氧粉,固化时表面张力不同,缩孔就来了。所以换粉时一定要清空所有管路和粉房,那是个细致活,少说两小时。
固化:温度曲线才是灵魂
喷涂玩得再溜,固化炉不给力全是白搭。有次去调试一条新线,测温仪一测,炉子显示200℃,工件实际才160℃。差的这40℃,足够让涂层交联不完全,附着力脆得像饼干。✅ 记住:必须用随炉测温仪测绘工件自身的温度曲线,尤其是厚板件,升温慢得很。保温时间也要根据壁厚调整,别说“按粉厂建议的200℃/10min”就万事大吉,那是实验室小铁片的数据。
另外,固化炉的温差也是个坑。上下层、前后段,温差超过±10℃的炉子一抓一大把。这时候就需要调整风道或者加装导流板。实在没法均匀,只能把最差的区域留到那些不打紧的工位。哎,搞工艺就是不断妥协又不断死磕。
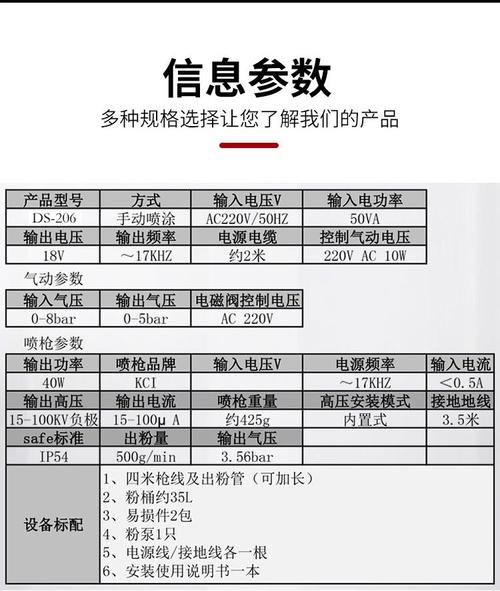
静电参数:上粉率的魔法棒
静电电压、电流、枪距,这几个数背都能背下来,可一到现场就变样。湿度一高,粉容易受潮,电压得往下降;工件形状一变,法拉第效应就让你棱角堆积、凹槽喷不到。❗ 碰到深槽件,千万用低电压、近距离,靠气流把粉吹进去,别迷信高压。有时加个摩擦枪效果更好,就是贵了点。不过话说回来,再好的设备也得靠人调。我见过刚毕业的工程师盯着参数屏幕纠结了半天,最后还是老师傅靠听喷涂声音判断——粉末击打工件的“噗噗”声要均匀,脆而不闷。
问:为什么涂层厚度不均匀,有的地方像橘子皮?
答:原因多了去了。可能是喷枪距离不对,也可能是粉管内部结块导致出粉脉动。但最常见的是回收粉和新粉混合不均,或者流化桶气压波动。慢慢查,一样样排除。有时候换个粉管接头就解决了,故障往往简单得让你不相信。
写到这里,忍不住想吐槽:很多老板愿意花大价钱买进口喷枪,却舍不得培训操作员,也不愿定期清理粉管。结果好枪也喷不出好活儿。粉末喷涂是个系统工程,从挂钩到烘箱,每个环节都在较劲。它不复杂,但需要尊重。尊重材料,尊重数据,更尊重那些在产线上摸爬滚打出来的经验。不信?你亲自去跟三个月夜班,保准啥都懂了。