说实话,第一次接触工业干燥那会儿,我天真地以为不就是把东西弄干嘛,能有多难?结果呢——产品结块、能耗吓人、设备三天两头停摆,被现实狠狠抽了一巴掌。现在回头想,那些坑,每一个都闪着人民币的光芒。你要是现在正准备选型或者为能耗头疼,听老哥一句劝,有些弯路真不必走。
一、干燥设备选型:三个必须死守的底线
很多人在这一步就栽了。光看厂家宣传册的参数?那是给自己挖坑。你得死盯物料热敏性、含水率形态和最终水分要求这三样。举个例子,一个做香精的朋友,当初贪便宜选了普通热风干燥,结果挥发性成分跑了大半,整批货报废。这就是没把热敏性当回事。❗
再看含水率。游离水、毛细管水、结合水,脱水特性完全不同。有些物料一上来就高温,表面瞬间结壳,里面水根本出不来——然后呢?产品开裂,或者干脆成了「外焦里嫩」的废品。说实话,这时候再去调工艺,已经晚了。不如一开始就考虑多级干燥或者组合式工艺。
另外一个小建议:别光在实验室测,拿着物料去厂家现场试!带着实际湿物料,连续跑上两天。你会发现,真实结果和宣传册上的曲线差得不是一点半点。💡
二、能耗黑洞?也许你该看看热泵干燥
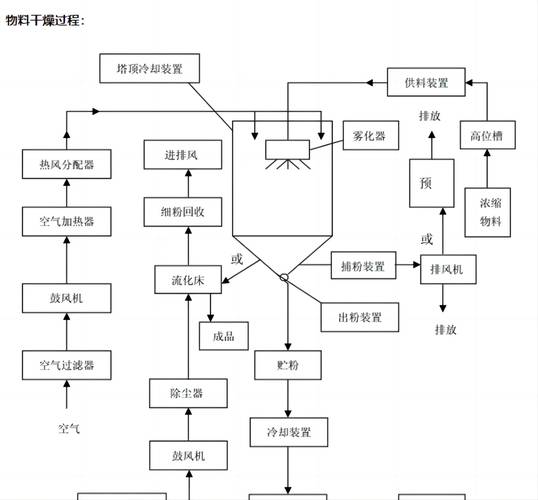
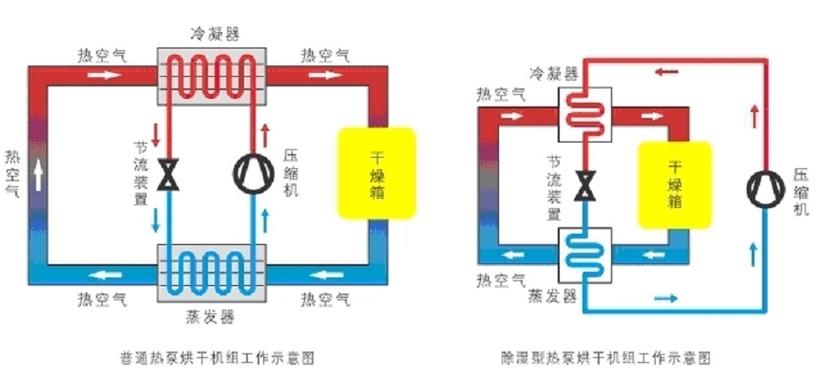
但凡搞过生产,提到能耗都头疼。传统电加热或者蒸汽干燥,热效率低得感人,比如喷雾干燥塔,排气温度一百多度,直接排空——这不就是在烧钱么?后来我们上了一套闭式热泵系统,你猜怎么着?能耗直接降了40%,虽然初期投入高些,但两年不到就回本了。✅
不过话又说回来,热泵不是万能钥匙。物料含大量腐蚀性成分的话,蒸发器和管路的材质选型就变得异常挑剔,弄不好半年就穿孔。还有环境温度,低于5℃的地方,你得加辅助加热,不然COP掉得一塌糊涂。
对了,有一个点经常被忽略:干燥介质的回收。如果是溶剂类湿份,闭路循环加冷凝回收,不仅能省能耗,还能把溶剂回收利用,一举两得。但系统设计和安全性要求极高,千万别自己瞎改。
三、常见痛点,QA速答

问:为什么我的流化床干燥机总是堵料、结块?
答:大概率是进料水分波动太大,或者气流速度没调整好。流化床对物料粒径和水分非常敏感。水分一高,颗粒变重、发黏,床层压降骤升,然后就堵了。得在前端加个机械脱水或者预干燥,把水分稳定在合理区间。另外分配板的设计也关键,有些厂家用的是统一孔径,实际该用变孔径的,否则局部出现死区,结块就不奇怪了。😤
问:喷雾干燥出来的粉,总有一部分挂壁发黄,怎么办?
答:挂壁发黄,基本上是两个原因:热风分布不均,或者排风温度局部过高。你可以先检查一下热风分配器,看是否有偏流。然后试试微调进料量,别让塔内温度波动超过±2℃。实在不行,就得考虑塔壁冷却了,比如夹套冷风清扫,虽然增加点成本,但产品品质能稳定一大截。
四、未来趋势?别被概念忽悠

现在各种新技术满天飞:微波干燥、红外干燥、过热蒸汽干燥……个个都说节能高效。但我得泼点冷水:不是所有新材料都适合你那摊活儿。比如微波,穿透深度有限,大块物料根本不行,而且设备死贵,磁控管寿命还是硬伤。红外干燥倒是不错,但适合薄层、表面粗糙的物料,遇上金属粉末?反射严重,效率低到想哭。
有一个方向我觉得值得关注——智能控制与数字孪生。通过实时监测进出口水分、温度、风量,结合模型预测,动态调整参数。我们厂去年试了一套,虽然前期建模折磨人,但投用后,产品水分均匀性明显提升,操作工也不用半夜爬起来调阀门了。这玩意儿,才是真正解决「人」的问题。
写到这里,不禁想起五年前那个因为干燥不均匀而被退货的深夜。工业干燥说到底,是平衡的艺术——热量、质量、时间三者的纠缠。选对工艺,摸透物料脾性,比盲目追求高大上设备重要得多。行了,今天先唠这么多,有什么具体工况拿不准的,找懂行的好好盘一盘,别自己闷头搞。