滚筒转速:不是越快越好
很多新手上来就说,“转快点呗,处理量大”。天真了。转速一高,物料就贴在筒壁上甩不下来了——离心力知道吧?你要让物料在筒内形成“瀑布”一样的抛落,才能透筛。我们厂那台1.5米直径的,最佳转速我试了半个月,18转/分,比厂家推荐的21转还低一点。为啥?物料含水率高了,粘性大,得给留够落下来的时间。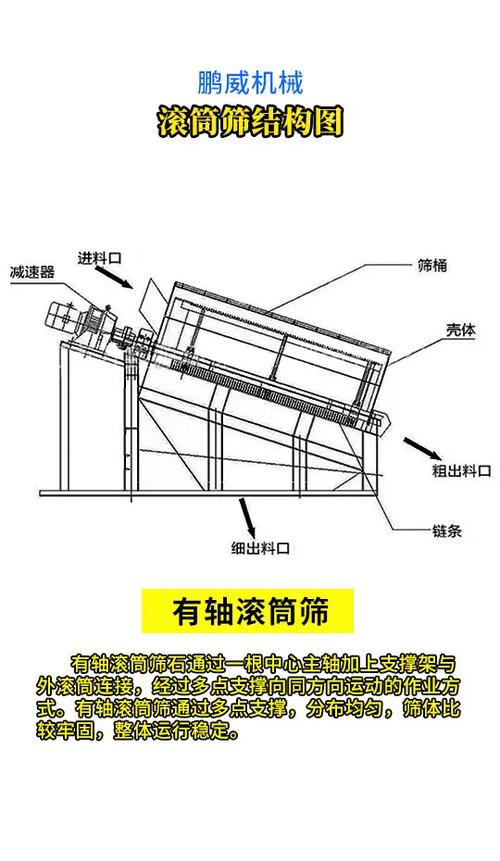
筛网:让人欢喜让人忧的易损件
旋转筛的筛网,换一次挺费劲。为啥?不少老式机型得把整个滚筒吊出来!设计脑子进水了。现在好点的都做成分段拼装,或者从端头直接抽拉的——这种我给好评!✅ 筛网材质更是讲究。不锈钢304是标配,但筛酸性物料得上316L,筛高温物料(比如粉煤灰)就选锰钢编织网,耐磨性翻倍。冲孔板的孔径准,但开孔率低,处理量上不去;编织网开孔率高,可钢丝磨细了孔径就变大,分级精度就飞了。这里头没有完美解,只有妥协。 问:旋转筛经常堵网,除了加清网装置还有什么绝招? 答:绝招谈不上,经验倒有一个。试试在进料口前加个导料螺旋,让物料进滚筒时已经有个初速度,分布更均匀。另外,有些物料含长条形杂质——草根、麻绳——你得在筛网内侧焊几道挡板,让物料多翻转,别老在一个角度蹭。还有个偏方:把最后一段筛网换成逆向螺旋,能强制排出那些难筛的片状物。别问我原理,我试了,管用。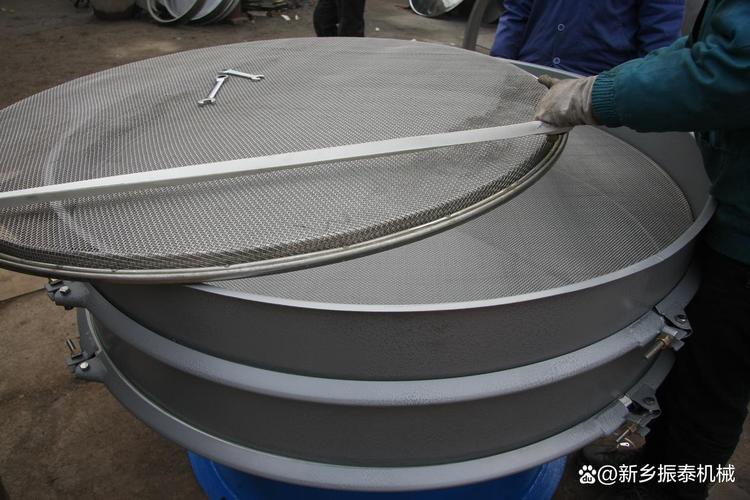
选型纠结:旋转筛 vs 振动筛

维护保养:别等停摆了再拍大腿