好家伙,又一台工控机挂了。拆开一看——硬盘故障,数据全丢。那老板脸都绿了。这场景,做工厂运维的兄弟一定不陌生。说实话,很多设备制造商或者工厂采购,一开始为了省那几百块钱,直接上消费级的SSD或机械盘,结果呢?三个月不到,不是坏道就是掉盘。为什么?工业环境是吃硬盘的——高温、高湿、粉尘、24小时不间歇运转,还有那该死的震动。
你想想,冲压机床旁边那个控制柜,哐当哐当的,普通硬盘的磁头悬臂受得了?早撞出物理坏道了。所以工业硬盘,这东西真不是噱头,是血泪教训换出来的刚需。今天不聊虚的,就说点大实话。

“工业级”这几个字,到底贵在哪?
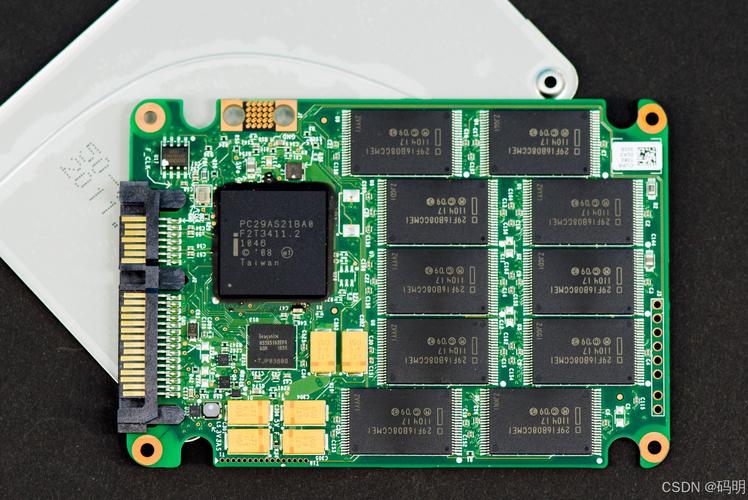
简单粗暴:贵在容错。贵在能在你想象不到的地方稳定工作。比如,普通商用硬盘工作温度范围0℃~60℃,而工业级宽温盘,-40℃到85℃是常态,一些极端型号甚至能到-40℃~95℃。去过冷库吗?去过钢铁厂热处理车间吗?那种地方,普通硬盘直接罢工,不是不读就是写保护。工业盘不仅活着,还得读写速度不掉链子。这是怎么做到的?固件优化和硬件筛选——工业盘用的NAND闪存颗粒都是经过严格老化测试的,主控也带更强的纠错算法(LDPC),有些还支持掉电保护,突然断电不会丢数据。
再说震动。普通SSD虽然没机械结构,但焊接的BGA芯片在持续震动下可能虚焊;机械盘更是怕振。工业硬盘内部会填充胶水加固,接口也做锁定,比如用M.2的会配螺丝固定架,用SATA的会用更厚实的金手指和加固外壳。这些细节,说明书不会写,但拆过就知道了。
选型时最容易踩的三个坑
⚠️ 坑一:只看容量和价格。我见过最离谱的,一哥们给雕刻机配了块2TB的消费级M.2,连散热片都没加。机床主轴一开,共振加高热,三个月写烂了NAND。SMART信息里擦除失败计数爆表。他跑来问我,我说:“你花那钱够买两块工业256GB了,何苦?”工业应用,容量够用就行,耐久性才是命根子。看DWPD(每日全盘写入次数)和MTBF,别被TBW忽悠,那是理想环境。
问:工业硬盘的MTBF到底要多少才够用?
答:MTBF(平均无故障时间)200万小时是底线,但要注意,这个指标是统计学估算,不是保证单块盘能跑200万小时。更关键的是写入寿命和工作负载。比如你做数据记录仪,24小时持续写入,就要选DWPD≥1的型号;如果是只读系统盘,DWPD可以低点。另外,注意看厂商给的TBW是在什么温域内保证的,有些盘高温下TBW断崖下跌。
⚠️ 坑二:接口兼容性想当然。工业主板很多还是用SATA接口,但新工控机越来越多用NVMe M.2。M.2又分SATA协议和NVMe协议,物理接口一样,插上不认盘,急得你跳脚。还有2.5寸盘,厚度有7mm和9.5mm,有些嵌入式设备只能装7mm。别问为什么我知道,我拆过三台机才塞进去一块9.5mm,最后把硬盘壳磨了,教训!
问:工业环境下,SATA和NVMe怎么选?
答:简单讲——NVMe速度快,但发热大,如果设备空间狭小无风道,SATA更稳。但NVMe抗震天然比SATA机械盘强,和SATA SSD比的话,NVMe走PCIe通道延时低,适合高速数据采集。不过,M.2接口的插槽如果没加固定支架,振动环境下容易接触不良,这一点SATA的插拔设计反而牢靠。所以看具体工况,没有绝对优劣。
⚠️ 坑三:忽视电源和散热。工业现场电源纹波大,劣质电源能把硬盘的主控烧了。工业硬盘一般支持宽电压输入(比如5V±10%),但最好在供电前端加稳压滤波。散热更不用说,高温是闪存杀手。我习惯在硬盘外壳贴散热片,甚至小风扇直吹。有些工业盘自带温度传感器,可以利用SMART工具监控,超过60℃必须告警。
让工业硬盘多活几年的土办法
✅ 留足OP空间:不要分满全盘,保留10~20%的未分区空间,留给主控做磨损均衡和垃圾回收,能显著延长寿命。
✅ 固定写入缓存:如果应用允许,启用回写缓存并配合掉电保护,提高性能且减少写放大;但没掉电保护的设备还是谨慎。
✅ 定期查看SMART:这习惯必须有。关键看坏块增长、擦除失败计数、温度。等文件系统报错,已经晚了。
✅ 防尘防潮:控制柜密封条老化就会进水汽,硬盘金手指氧化接触不良。定期更换密封条,内部放干燥剂包,成本几毛钱,省大事。
说一千道一万,工业硬盘这玩意儿,选型时候多花点心思,后期维护成本降十倍。别等数据灰飞烟灭才后悔——数据无价,对吧?