2026-07-01 10:24:53 作者:网编
分类:文章
砂轮爆裂——差点把我送走
干机械这行二十多年,要说最接近鬼门关的一次,绝对是那块砂轮炸开的瞬间。事情已经过去很久,但回想起来还是后背发凉。那天下午,一个新来的小伙子在换砂轮,我刚好路过,看到他正把一片刚拆箱的新砂轮往法兰盘上装,拧螺栓的手势明显不对——没测平衡,也没打音检查!我张嘴刚要喊,就听‘砰’的一声闷响,砂轮碎成十几块飞了出去,一块碎片擦着我耳朵钉在身后的墙上。耳朵嗡嗡响了三天。你说,这事儿能全怪他吗?不能。根源是选型时就埋了雷——砂轮本身就有细微裂纹,加上安装不当,转速一上去,应力集中直接解体。所以工业砂轮这东西,选型绝不是‘差不多’就行的,每一个参数都能要命。
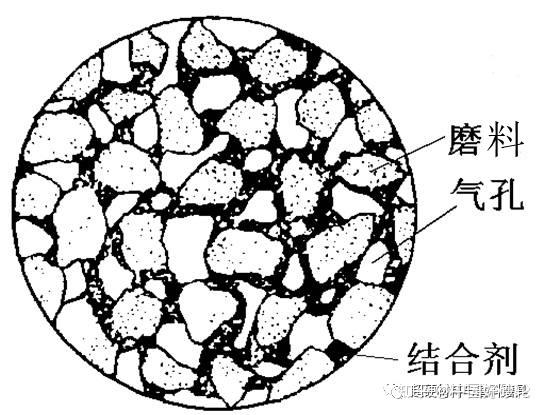 工业砂轮磨料结合剂显微结构图
工业砂轮磨料结合剂显微结构图
磨料与结合剂:不是越硬越好
新手最容易犯的错:一听要磨硬材料,就嚷嚷‘来片最硬的砂轮’。错!大错特错!砂轮不是靠自身硬度去切工件,而是靠磨粒的微刃切削,结合剂把持磨粒,磨钝了以后磨粒脱落,露出新刃——这叫自锐性。你要是选了太硬的结合剂,磨粒都钝成圆球了还死扒着不掉,工件表面就硬挤,发热、振纹、甚至烧伤金属组织。反过来,结合剂太软,磨粒还没干活就掉了,砂轮损耗快得离谱,工件尺寸根本控制不住。
拿常用的白刚玉砂轮来说,磨淬火钢一流,但你要拿它磨硬质合金,纯属自讨苦吃。这时候得换绿色碳化硅,或者再狠点上金刚石砂轮。不过金刚石砂轮怕高温,磨削液跟不上,磨粒会石墨化,变成铅笔芯一样的东西……那场面,简直惨不忍睹。
💡 问:陶瓷结合剂和树脂结合剂怎么选?
答:陶瓷结合剂(V)刚性好,耐热耐腐蚀,适合成型磨、精密磨,但怕冲击,线速度一般不超过35m/s;树脂结合剂(B)有弹性,能吸振,适合高速磨削、薄片切割,能跑到50m/s以上,但不耐碱性冷却液。所以,别听销售瞎忽悠,先看你的工况和工件材料。我见过一个厂,图便宜用树脂砂轮干重负荷荒磨,结果砂轮直接软成橡皮糖,工件没磨掉多少,砂轮倒是糊了厚厚一层铁屑。
粒度与硬度:差了10个号,废你一批活
这两个参数经常被错误地‘凭感觉’选。粒度从8号到几千号,号越大磨粒越细。粗磨肯定用粗粒度(比如24#、36#),效率高;精磨上细粒度(80#、120#甚至微粉)。但很多人不知道的是,粒度还影响表面粗糙度和砂轮堵塞倾向。磨软粘材料(如铝、铜),粒度要粗,容屑空间大,不然瞬间堵死;磨硬脆材料,反而可以用细一些的粒度增加同时参与切削的磨粒数。
硬度呢,不是你想的磨料硬度,而是结合剂把持磨粒的牢固程度,通常用字母表示,从A到Z越来越硬。一般的工具钢淬火件,建议K-L硬度;未淬火钢、铸铁可以软一点到J;硬质合金磨削得选更软的,比如H,这样磨粒才能及时脱落,避免烧伤。我见过最离谱的事——一个老师傅用硬度P的砂轮磨高速钢钻头,结果钻头退火变蓝了还怪砂轮质量差。我当时真想怼:你选错硬度了好吗!
❗ 问:买回来发现粒度搞错了,能凑合用吗?
答:千万别!粒度不对,表面质量废了不说,还可能产生微观裂纹。比如你要磨发动机气门,要求Ra0.4,结果拿了片46#的砂轮上去,磨出来跟拖拉机的犁过似的。曾有同行用错粒度磨航空密封件,直接全批次报废,几十万打了水漂。记住:差一个粒度号,表面粗糙度能差近一倍。
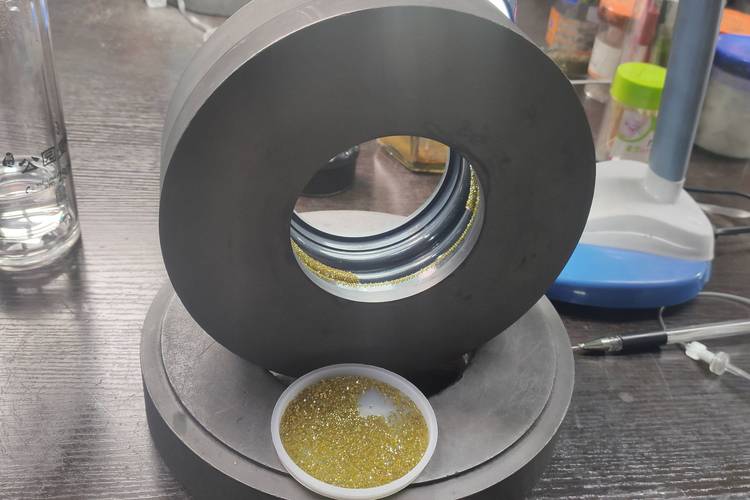 金刚石滚轮修整工业砂轮过程图
金刚石滚轮修整工业砂轮过程图
平衡与修整:花钱买设备还是攒经验?
这环节最容易被忽视,却是装砂轮后必做的头等大事!即使你买的是最贵的、动平衡标称G1级的砂轮,经过仓储、运输、安装,平衡状态都可能变化。而且砂轮在磨削中会磨损、堵塞,形状精度丧失,不修整就别想磨出好东西。
以前没有动平衡仪的时候,老师傅靠静平衡架,拿粉笔划线找重心,一遍遍调法兰盘配重块,完全是手艺活。现在有手持动平衡仪了,几百块到几千块都有,能直接告诉你哪个角度偏多少克。但搞笑的是,有些车间买了仪器就是摆设,觉得‘老师傅的眼睛比尺准’,结果砂轮主轴三天两头换轴承。
修整工具也是一大坑。金刚石笔、金刚石滚轮、油石条,各有用处。我特别反感有些操作工,用一根金刚石笔从砂轮装上去用到报废都不换角度,结果笔尖磨平了,修出来的砂轮表面根本不平,波纹度爆表。正确做法是定期旋转笔杆,保持尖锐刃口。滚轮修整效率高,但初期投入大,适合批量产。
✅ 问:判断砂轮需要修整的信号有哪些?
答:声音!正常磨削声是均匀的沙沙声,如果带周期性啸叫或沉闷声,十有八九是砂轮钝了、堵了或形状变了。看火花,火花变弱、断续,说明磨削力下降。摸工件,如果明显感觉到烫手或震动,别犹豫,马上修整。另外,目测砂轮表面如果发亮(叫‘镜面效应’),那已经钝得一塌糊涂了,赶紧修,不然分分钟出事故。
—
说了这么多,无非是想强调:工业砂轮不是什么标准件,它是一套精准匹配的系统。从磨料类型、粒度、硬度、结合剂到安全线速度,每个选择都直接影响你的加工质量、效率和人身安全。最怕的就是用战术上的勤奋掩盖战略上的懒惰——选型时随手勾个型号,出了问题折腾工艺、骂机床、嫌磨削液不好,结果根本原因还是那片不起眼的砂轮。
买砂轮前,花十分钟读一读牌号,对比一下参数,比事后救火强一万倍。这个行业,细节是真的能救命。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:工业砂轮选型实战:我踩过的坑比你的车间还大
文章链接:https://www.zystgy.cn/a/54287