2026-07-01 10:25:30 作者:网编
分类:文章
刚入行那会,我总觉得锯片嘛,不就是个带齿的铁片子?能转就行。结果呢,第一天装机,切出来的铝材跟狗啃的似的,毛刺扎手。车间主任叼着烟,斜我一眼,丢下一句:你这锯片,买错了吧?——那一刻,脸上火辣辣的。
锯片这东西,真不是随便买的
说实话,锯片的学问比想象中深。齿形、材质、厚度、孔径,甚至焊接工艺,差一点,切割效果天差地别。我见过有人用木工锯片切不锈钢,火花四溅,没几分钟锯齿全磨秃了,还差点崩出来伤着人。❗安全第一条。
 硬质合金锯片齿形对比图 木工与金属切割
市面上常见的锯片,基体大多是65Mn弹簧钢,热处理后硬度HRC44左右,这玩意不能太硬,否则容易裂。关键是刀头——硬质合金牌号决定了你能切什么。切木材、铝合金,用YG6、YG8;切不锈钢、模具钢,得上YT类或者涂层刀头。有些便宜货,刀头用的回收料,看着亮闪闪,一碰铁就掉块——这坑我踩过。
硬质合金锯片齿形对比图 木工与金属切割
市面上常见的锯片,基体大多是65Mn弹簧钢,热处理后硬度HRC44左右,这玩意不能太硬,否则容易裂。关键是刀头——硬质合金牌号决定了你能切什么。切木材、铝合金,用YG6、YG8;切不锈钢、模具钢,得上YT类或者涂层刀头。有些便宜货,刀头用的回收料,看着亮闪闪,一碰铁就掉块——这坑我踩过。
选锯片,先看懂这三个参数
别光看直径啊,那是最外行的做法。内行先问三样:齿数、齿形、前角。
– 齿数:不是越多越好!切实木,40齿足够,切纤维板,80齿才够光滑。齿太多排屑不畅,烧糊板子。齿太少,崩边。有个口诀:切硬材齿少,切软材齿多,但别极端。
– 齿形:左右齿(交替斜齿)是万能选手,适合锯切木材、塑料。梯平齿(顶齿+斜齿)专攻铝材、亚克力,切口特光滑,不过呢,对设备刚性要求高,小台锯可能震刀。
– 前角:这角度决定切割锋利度。正前角切割轻快,但刃口强度低,切硬东西易崩;负前角更耐磨,但功率消耗大。有些锯片前角标5°,实际偷工减料磨成0°,切起来冒烟,那是烧结温度没控制好,刀头硬度不达标。💡
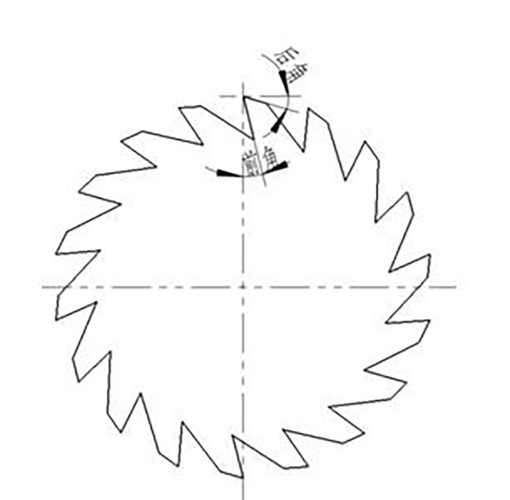 工业锯片前角角度示意图
问:为什么我新买的锯片没用两天就钝了?
答:八成是你没磨合,或者冷却不到位。硬质合金锯片开刃后,刃口有微观毛刺,必须先用软木低速轻切十来刀,让刃口钝化——这叫“预钝化”,能提升寿命30%以上。另外,干切时断续切,别连续进给,刀头温升超过600℃,粘结相钴会软化,硬质合金就变脆了。还有,注意锯片转速,切铝合金要调低转速,飞快的转速就是烧刀。
问:锯片能不能修复?磨齿还是直接扔?
答:优质锯片当然能修复!我经常拿到专业磨削中心去重磨,但注意:重磨次数有限,前后角都要磨,不能只磨刃口。有些小作坊只磨前刀面,角度变了,锯片就会偏摆。如果锯齿崩损超过0.3mm,或者基体变形,就别修了,修了也切不直。对了,判断锯片是否该修,听声音——正常的锯片切割有清脆的“嘶嘶”声,如果发出“嗡嗡”闷响,或者切割阻力变大,赶紧换下来。
工业锯片前角角度示意图
问:为什么我新买的锯片没用两天就钝了?
答:八成是你没磨合,或者冷却不到位。硬质合金锯片开刃后,刃口有微观毛刺,必须先用软木低速轻切十来刀,让刃口钝化——这叫“预钝化”,能提升寿命30%以上。另外,干切时断续切,别连续进给,刀头温升超过600℃,粘结相钴会软化,硬质合金就变脆了。还有,注意锯片转速,切铝合金要调低转速,飞快的转速就是烧刀。
问:锯片能不能修复?磨齿还是直接扔?
答:优质锯片当然能修复!我经常拿到专业磨削中心去重磨,但注意:重磨次数有限,前后角都要磨,不能只磨刃口。有些小作坊只磨前刀面,角度变了,锯片就会偏摆。如果锯齿崩损超过0.3mm,或者基体变形,就别修了,修了也切不直。对了,判断锯片是否该修,听声音——正常的锯片切割有清脆的“嘶嘶”声,如果发出“嗡嗡”闷响,或者切割阻力变大,赶紧换下来。
锯片使用与保养,这些骚操作要命
我见过最离谱的:工人为了省事,把锯片直接泡在废机油里。然后呢,铝屑、木屑全粘上面,下次一开锯,那真是灾难。正确清洁应该用专用清洗剂,或者中性皂液,软毛刷轻刷。甭用钢丝球!刀头的刃口比你想象的娇气。
还有,安装时法兰盘必须干净,夹紧力要均匀。有一次,我徒弟图省事,少装一个法兰垫片,结果锯片偏摆,切出来板材尺寸公差超了一毫米,整批料报废。那次损失大几千,他自己也罚没了一个月奖金。记得隔几个月检查一次锯片端跳,千分表打一下,一般要求0.08mm以内。
 锯片安装法兰盘清洁操作方法
仓储也重要。锯片不能平放堆叠,刃口受压容易变形。买个立式锯片架,或者用木板隔开竖放。有些厂把锯片随便靠墙角,潮湿生锈,那涂层就废了。表面锈蚀会影响切割精度,切割面粗糙度蹭蹭涨。
问:市面上那些百元以下的锯片能用吗?
答:得看干嘛。切石膏板、PVC管,临时用用还行。但如果拿来切实木家具面板,我劝你放弃。那种锯片基底钢火软,切几下就掉齿,刀头合金层薄得像糖纸,磨损快,关键是不安全。有一回,我贪便宜买了个59块10片装的,切三合板,第三刀就断了一片齿,弹到防护罩上“砰”一声,魂都吓飞。所以,批量生产,选品牌锯片反而是省钱。像那些专业做刀具的品牌,虽然单价贵,但一片顶五片用,算下来成本更低。
最后想叨叨几句:锯片这行,水不深但浑。买的时候,别光听销售吹,自己懂点基础。遇到要切特殊材料,比如玻纤板、硬木拼板,最好测试一下。很多厂商提供试切服务,别抹不开面子,省得买回来不好用又扯皮。嗯,就先聊这么多,车间里又有台锯叫唤了,估计是那帮小子又把锯片装反了——不说了,我得过去骂人了。
锯片安装法兰盘清洁操作方法
仓储也重要。锯片不能平放堆叠,刃口受压容易变形。买个立式锯片架,或者用木板隔开竖放。有些厂把锯片随便靠墙角,潮湿生锈,那涂层就废了。表面锈蚀会影响切割精度,切割面粗糙度蹭蹭涨。
问:市面上那些百元以下的锯片能用吗?
答:得看干嘛。切石膏板、PVC管,临时用用还行。但如果拿来切实木家具面板,我劝你放弃。那种锯片基底钢火软,切几下就掉齿,刀头合金层薄得像糖纸,磨损快,关键是不安全。有一回,我贪便宜买了个59块10片装的,切三合板,第三刀就断了一片齿,弹到防护罩上“砰”一声,魂都吓飞。所以,批量生产,选品牌锯片反而是省钱。像那些专业做刀具的品牌,虽然单价贵,但一片顶五片用,算下来成本更低。
最后想叨叨几句:锯片这行,水不深但浑。买的时候,别光听销售吹,自己懂点基础。遇到要切特殊材料,比如玻纤板、硬木拼板,最好测试一下。很多厂商提供试切服务,别抹不开面子,省得买回来不好用又扯皮。嗯,就先聊这么多,车间里又有台锯叫唤了,估计是那帮小子又把锯片装反了——不说了,我得过去骂人了。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:锯片选型不是玄学:20年老师傅踩过的坑,你别再跳了
文章链接:https://www.zystgy.cn/a/54288