你做加工中心多久了?如果超过三年,下面这些坑你肯定踩过。至少我当年刚入行时,几乎一个没落。现在回想起来,那些由于忽视小细节导致的撞刀、工件报废,除了肉疼,还有种自己怎么这么蠢的懊恼。
我至今记得那个夜班,凌晨三点多。一个复杂的壳体零件,已经加工到最后一道精镗工序。公差要求挺严,±0.005mm。结果就因为忘了补偿主轴热伸长——啪,刀尖崩了,工件内壁拉出一道深沟。整件报废,而且只剩最后一件毛坯。那种心情,懂的都懂。
很多新手把加工中心当神,觉得输入程序,按启动键,就能完美出货。太天真了!这事儿远比想象中……矫情。
热机?别偷懒,这10分钟真省不了
精度是加工中心的命门,而温度是精度的死敌。 早上开机,机床冷得跟块铁——呃,它本来就是铁。丝杠、主轴、导轨,都还处于收缩状态。这时候直接上高精度活,百分百跑偏。
我一般习惯开机后,先低速预热主轴15分钟,转速从几百转慢慢升到常用转速。同时让各轴全行程空跑,把导轨油膜建立起来。这个过程,你急不得。见过太多兄弟,为了赶那几分钟,早上第一件活就是废品。然后调试半天,时间反而浪费更多。
别信有些厂家宣传的”即开即用”,那是针对低精度粗加工。✅ 真干精密模具或航空件,老老实实热机。有的高端机型自带温度补偿功能,但补偿不是万能药。它依赖传感器和算法,有滞后性。我遇到过,补偿反而补过头的情况。所以,摸清自己机器的脾性最关键。

夹具设计,是门被低估的艺术
哎,说到夹具,一把辛酸泪。很多复杂零件,编程时看着刀路完美,一上机就振刀、变形。问题十有八九出在装夹上。
记得有一次加工一个薄壁铝件,壁厚才2mm。第一次用普通压板,夹紧力稍大,工件直接翘曲。松开后弹回来,平面度超差0.15mm。后来改用了真空吸盘加多点浮动支撑,同时粗精加工分开,才勉强达标。❗ 这里有个关键:夹紧力方向尽量对着主要支承面,不要架空悬臂。 否则你就是在和工件弹性变形较劲。
液压组合夹具现在越来越普及,但别以为砸钱就完事。它的液压管路布置、夹持点选择,都需要经验积累。我建议,对于批量件,花时间做有限元分析,确定最优夹紧点。小批量多品种,那就靠柔性夹具和老师傅的手感了。说到手感,用扭矩扳手定量夹紧,是个好习惯,数据说话,别老说”差不多”。
问:做小批量多品种,有没有快速换装的诀窍?
答:有,必须用零点定位系统!装上定位拉钉,换件装夹精度重复定位在0.005mm以内,直接锁紧,无需再找正。我们车间现在全上了,换线时间从原来的一两小时缩短到十分钟。当然,前期投入不小,一个零点底座几千块,拉钉也要钱。但想想停机的损失,值。
编程时,别被软件骗了
现在的CAM软件,一键生成刀路,看起来爽,但直接上机就是灾难。 软件默认的进退刀、安全平面、连接方式,往往太理想化。
我吃过亏。用螺旋下刀铣孔,软件默认的切入角,在硬化层材料上,连续崩刃。后来手动改了斜坡角,分层下切,问题解决。所以说,千万别当甩手掌柜,每个刀路参数都要审视。
还有,高速加工讲究恒定切削负载。软件生成的路径,拐角处可能突然减速或加速,造成振纹。这时要用”光顺”功能,减少方向突变。另外,一定要验证G代码。遇到过软件后处理错误,把G02输出成G03,整个圆弧反了,幸亏试切时发现。
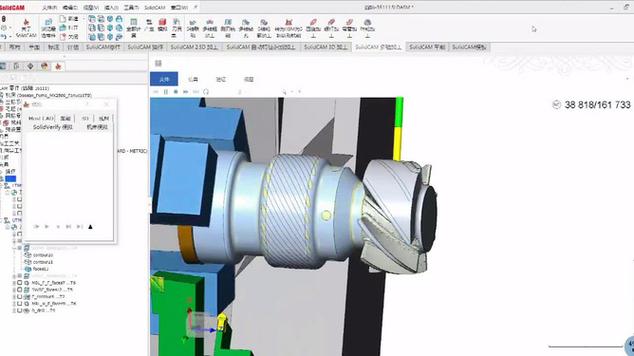
问:如何避免加工中的过切和撞机?
答:模拟!模拟!模拟!重要的事说三遍。不仅用软件的刀路模拟,更要用机床仿真,把整个机床模型、夹具、工件都导入进去,检查干涉。我们厂现在规定,所有新程序必须经过VERICUT这类虚拟加工验证,否则不准上机。虽然麻烦,但避免了至少80%的撞机事故。💡 另外,首次试切一定要单段执行,低速低进给,手指放在暂停键上,眼睛盯紧。
冷却液,不止是降温
很多人觉得冷却液就是冲水降温,其实它首要功能是润滑,减少刀具与工件摩擦。特别是在攻丝、铰孔时,润滑性差的冷却液,光洁度差,丝锥寿命短。
浓度要经常检测,用折光仪。太稀,防锈性差,工件和机床易生锈;太浓,浪费,而且可能腐蚀油漆,皮肤也受不了。维护得好,冷却液能用两年不换;维护不好,发臭变质,满车间都是毒气,工人抱怨。
还有冲屑。深孔加工,如果冷却液压力和流量不够,切屑堆积,钻头会被挤断。我们加工一个深径比20的孔,专门用了内冷钻头,泵压提到70bar才搞定。
精度检测与补偿——你不说,机器不会告诉你
机床用久了,丝杠有间隙,导轨有磨损,定位精度就会下降。别等到工件超差了才去查。要定期用激光干涉仪或球杆仪测量,然后进行反向间隙补偿、螺距误差补偿。
现在有些数控系统支持在线测量和自动补偿。 结合测头,在加工过程中检测工件尺寸,然后自动修正刀补。这对于批量生产的尺寸稳定性帮助极大。我们用它解决了一个零件热膨胀导致的孔径变化问题:工件刚从机器下来是热的,冷却后孔径缩小0.008mm,通过在线测量加补偿,把热态尺寸放大一点,冷却后刚好合格。这种反推逻辑,要基于长期的统计分析。
说实话,加工中心这玩意儿,越深入越觉得有学不完的东西。从机械结构到电气控制,从金属切削原理到数控编程,再到夹具、刀具、冷却……每个环节都是变量。而把这些变量控制好,加工出完美的工件,那种成就感,也是别的行业无法替代的。
上面聊的都是我个人踩过坑后的一些心得,不一定全对,但绝对诚恳。同行们,你们有什么独特的避坑技巧?欢迎交流。