干了二十年机加工,我最怕听到的一句话就是——“这活镗一下就行,简单。”简单?哎哟我去。说这话的人八成没摸过镗杆,不知道那玩意儿调起来多折磨人。上周车间那台老卧镗又给我闹脾气,主轴跳动超了0.02,整批发动机缸体的止口精度全废。老板脸都绿了。可我呢,倒一点不急——这台镗床跟我十年了,它那点破毛病我闭着眼都能修。但话说回来,新来的年轻技工一脸懵,问我:“师傅,这镗床到底金贵在哪儿?”
这个问题问得好。镗床这东西,在机加工家族里就像那种平时不说话、一开口就定乾坤的大佬。车铣刨磨都能凑合一下,唯独高精度孔加工,离了它真不行。尤其是那种位置度要求变态的箱体件,什么减速机壳体、机床主轴箱、发动机缸体……你试试用铣刀去铰?能行吗?行。但寿命和精度稳定性差远了。

镗床的脾气:不是你想驾驭就能驾驭的
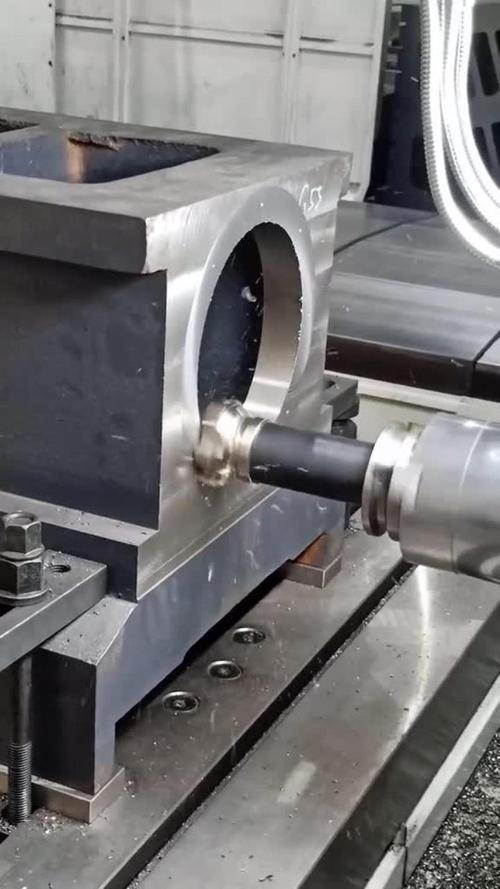
说起来都是泪。当年我还是学徒,第一次独立操机就是一台T68卧式镗床,给一个柴油机机体镗缸孔。图纸标着圆柱度0.015,我心想这有啥呀,对刀——进给——完事。结果质检过来一打表,脸都歪了:锥度超差,还带椭圆。师傅叼着烟瞅了一眼,说了句“你当这是钻床呢?”对,这就是镗床最阴险的地方——它看起来动作慢吞吞的,好像很憨厚,其实敏感得要命。刀杆悬伸多长、转速多少、进给量多大,甚至冷却液浇在哪一侧,都会影响孔的形状。而且最要命的是,镗削加工往往是零件精加工的最后一步,前面车铣钻搞了一堆工序,到你这儿要是一哆嗦,整个铸件就废了。那种压力,你感受不到?满车间都盯着你,几万块的毛坯在你刀尖下。
所以我对镗床的感情特复杂。又爱又恨。爱它精度高,能救命;恨它调机烦,要命。有时候为了找正一个工件零点,趴在床身上量半天,汗滴到导轨上。但加工完最后一个孔,测出来圆度0.003,那份满足感,嘿——真的,什么钱不钱的,先爽了再说。

问:卧镗和立镗,到底怎么选?
这个问题常年有人问,特别是那些新建生产线的工艺工程师。你看,铸造件、焊接结构件,动不动几吨重,长宽高都很大,这时候不用卧式镗床你用啥?卧式镗床的主轴是水平的,工作台能回转,特别适合加工箱体四周的孔系,而且一次装夹可以干多面。像我们厂加工风电齿轮箱壳体,三吨半的活,立式加工中心根本塞不进。只能上130mm主轴直径的卧镗,配个角铣头,侧面的斜孔、端面的螺纹孔全搞定。累是累点,但省了两次翻身装夹,位置度保得住。
但你要是搞模具、搞圆盘类零件,比如飞轮壳、端盖,那立式镗床(或者叫立式车镗复合)就香多了。工件放了就行,重力方向稳定,找正也快。最近我们车间考虑上一台数控立镗,主要给机器人底座做精加工。说真的,我有点抵触数控——太没手感了。可年轻人都喜欢,全是编程、仿真那一套。不过效率确实高,干出来的活一致性也好。没办法,时代在变。
镗床的前世今生:从“凑合用”到“纳米级”

其实最早镗床诞生的时候,就是为了一件事:炮筒。十五世纪的达芬奇老爷子画过一张卧式镗床的草图,用来加工火炮内膛。那会儿就是水车驱动,一根木轴带个刀片,慢慢把铸出来的粗炮筒镗光滑。后来工业革命时期,瓦特搞蒸汽机,气缸镗孔成了大难题。那会儿的镗床有多糙呢?据说误差能有几毫米!但约翰·威尔金森发明了更精密的镗床,才让蒸汽机真正实用化。你看,没有镗床,工业革命可能都玩不转。
到今天,坐标镗床的定位精度已经能干到微米级,甚至某些超精密镗床用激光干涉仪反馈,分辨率到纳米。什么概念?一根头发丝的百分之一。而且现在流行自适应镗削,主轴里装了传感器,实时监测切削力、温度,自动调整进给,防止让刀和颤振。我们厂那台老卧镗最近也加装了一套振动监测模块,虽然不是闭环控制,但至少能报警。上次刀片崩刃,它立马叫唤,救了工件一命。科技改变命运啊。
问:镗床日常维护最需要注意什么?
维护这事儿,我血泪教训太多了。第一,导轨油,千万别省!卧镗的工作台导轨、主轴箱导轨都是低速重载,一旦油膜破裂,爬行现象就来了。你见过镗孔镗出波浪纹吗?我见过。就是因为导轨润滑不足,进给系统像个抽风的老人,一抖一抖。后来清洗润滑系统,换高黏度导轨油,才解决。第二,刀杆和主轴锥孔的清洁是重中之重。别说年轻人不注意,老手也常犯懒。锥孔里有个小铁屑,刀杆装不正,跳动大不说,长期还会磨损主轴。我有次发现主轴锥孔被拉伤,就是因为学徒用压缩空气随意吹,把铁屑吹进深处了。气得我骂了他半小时——现在想想,也是为他好。第三,检查冷却液过滤系统。镗孔时切削量不大,但铁屑细如粉,要是堵了过滤网,冷却液喷不出来,刀具过热,寿命急剧下降。记住了,这些都是细节。
未来:无人化镗削靠谱吗?
说实话,我挺怀疑的。全自动线见过不少,但真正复杂的大件镗削,比如航天框架、船用柴油机机架,还是得人在旁边盯着。编程再牛,遇到材料硬点、铸造应力释放导致变形,你程序能预测?不能吧。这时候老师傅的经验,就像巫术一样,看一下铁屑形状、听一下切削声音,就知道该不该降速或换刀。所以我觉得,镗床不会完全无人化,而是会变成人机协作:机器干重复部分,人处理异常和优化。现在已经有智能镗床可以自动测量、自动补偿刀具磨损,但最后拍板的,还得是人。
前两天跟老同学喝酒,他在一家德企搞服务,说最新的卧式加工中心(其实也是镗铣复合)能通过主轴振动频谱分析预测刀具剩余寿命,准确率90%以上。我听完心里五味杂陈——技术真好,但咱手艺人的价值是不是越来越低了?不过转念一想,懂原理、会调机的人永远不可或缺。机器再聪明,也是人设计的。关键你得不断学,别被落下。
好了,扯远了。再回到那台闹脾气的T68,后来我换了一套主轴轴承,重新研磨了锥孔,精度就回来了。看着它又能稳稳地镗出漂亮的孔,那种高兴,就像老朋友康复了一样。干我们这行,设备就像兄弟,你善待它,它给你争气。镗床,就是那个最沉默、最可靠的兄弟。