挤出造粒的核心原理
粉末或熔体,在螺杆的推动下,经过加热、混合、建压,最后从模头挤出,被切粒装置切成颗粒——这就是挤出造粒。但别以为这就完了。螺杆组合、温度曲线、切粒速度…任何一个参数不对,粒子大小不一、拖尾、粘连全来了。有一次我们调机,为了那0.5mm的粒径偏差,整整折腾了三天。崩溃吗?太崩溃了。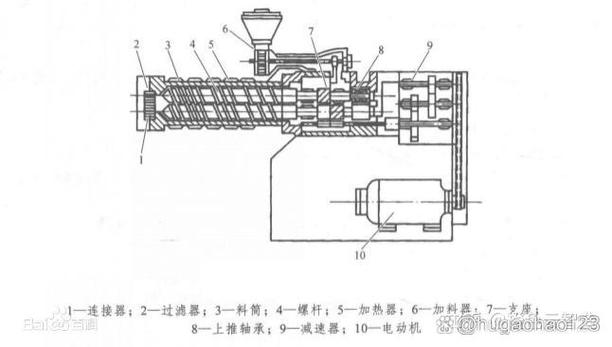
挤出造粒设备选型要点
选设备,不是参数越高越好。你得看物料特性。比如PVC,热稳定性差,必须用低剪切设计;而工程塑料,需要强混炼。切粒方式就三种:冷切、模面热切、水下切。水下切粒子最漂亮,但投资和运维成本高,小厂慎入。💡经验:普通塑料改性,热切足够了,省心省钱。 参数上,螺杆转速、喂料速度、机筒温度这三者必须匹配。转速太高,物料吃不够,挤出不稳定;温度太高,降解;太低,塑化不良。诀窍是看主机电流,电流平稳且接近额定值70%-80%为佳。记得有一次,操作工私自提速,结果电流波动,切粒机蹦刀,一套切粒刀大几千没了。气死我了。
挤出造粒常见问题与解决方案
挤出造粒的应用领域
