干了这么多年制粒,说真的,流化床这玩意儿,没点功力根本玩不转。它不像挤出滚圆那么直接,也不像喷雾干燥那么‘温柔’。流化床造粒,就是一场空气与粉末的舞蹈——你得时刻盯着风量、温度、湿度,稍不留神,颗粒就给你颜色看。
记得第一次调试设备,喷枪堵了,整个床层塌下来,那叫一个崩溃!后来学乖了,知道在进液管路上加个过滤器,简单但救命。
究竟什么是流化床造粒?
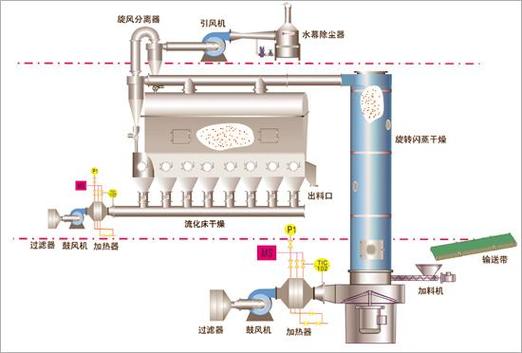
原理不复杂。热空气从底部吹入,让粉料像沸腾的开水一样翻滚起来——形成流化状态。然后喷入粘结剂溶液,粉末表面湿润,相互碰撞、粘结长大成颗粒。空气持续干燥,颗粒越来越结实。说起来轻巧,实际门道太多。

床层高度、进气温度、喷液速率……这些参数互相拉扯。温度高了,颗粒干得快,但可能烧焦;风量大了,粉末都吹跑了;粘结剂浓度不对,颗粒要么一捏就碎,要么结成大块。经验靠积累,也靠教训。
参数调控 现场实录
风量与温度是灵魂。有次客户要求颗粒粒径D50在200微米左右,我们反复调了三天。增大风量,粒径反而变小——因为细粉被吹走了,留下的粗颗粒继续长大。后来适当降低风量,延长床层停留时间,效果立竿见影。所以别盲目信书,亲自摸机器脾气最重要。
喷枪位置也关键。离床层太近,局部过湿,容易死床;太远,液滴还没碰到粉末就干了,形成不了有效粘结。我的习惯是让喷嘴处于膨胀区上方一小段,让液滴均匀洒落。

问:流化床造粒时,颗粒大小总是不稳定怎么办?
答:别急着调配方。先检查进风分布是否均匀,流化状态有没有死角。可以在视镜观察,如果某处粉浪翻涌不一致,多半是分布板堵塞或设计问题。其次,喷液速率要与干燥能力匹配,做几次取样筛分,看粒径变化趋势,再微调风速或进液量。经验之谈:连续监测进出风温差,是判断干燥是否平稳的直观指标。
问:想提高颗粒硬度,但一加粘结剂就结块,怎么破?
答:典型的粘结剂过量或流化不足。试试降低粘结剂浓度,同时提高进风温度,让液滴接触粉料后快速干燥,避免过度润湿。也可以考虑引入二次风,扰动床层,防止局部团聚。对了,粘结剂类型也重要——用PVP容易吸潮,换HPMC或许有惊喜。
应用场景 不只化肥那么简单

很多人以为流化床造粒就是搞化肥尿素的。其实制药、食品、化工都在用。比如速溶咖啡,就是用流化床把咖啡液喷雾造粒成疏松颗粒,冲泡即溶。保健品里的微囊化,也是利用流化床涂层造粒,掩味或缓释。
制药行业要求更高。不仅粒径,堆密度、流动性、分散均匀性都得达标。我们给某药厂做布洛芬颗粒,用顶喷流化床,含药层均匀,溶出度相当漂亮。不过说实话,中药浸膏粉造粒最难搞,吸潮、粘壁,得对设备做特殊防粘处理。
还有冶金粉末造粒,为了后续压制成型,要求颗粒具备良好的压缩性。流化床出来的球形颗粒,流动性好,模具填充均匀,压制件密度一致。
流化床造粒的优缺点 老炮儿实话
优点?一颗机器里完成混合、造粒、干燥,密闭无尘,环保合规。颗粒圆整,溶解性好。但缺点也不少:能耗高,热风持续吹,电费心疼;不适合热敏物料,温度一高就变质;而且清洗困难,换品种很麻烦。尤其制药,清洁验证头大。
不过话说回来,与其指望设备万能,不如精通一种。
去年改造了一条老旧造粒线,加了在线粒度监测和自动补液系统,产能提升三成。很多时候,小改小革比买新设备划算。
未来?更智能、更连续
流化床造粒正向着连续化、智能化走。PAT技术实时监控粒径水分,反馈控制。还有将造粒与包衣、干燥串联,省了中转。但投入大,适合大批量单一品种。中小企业,还是先把手艺练精。
最后啰嗦一句:理论书籍看十遍,不如亲手拆一次流化床。那感觉,酸爽但值得。