说实话,工业治具这玩意儿,太容易被低估了。很多厂子觉得不就是个铁疙瘩嘛,照着零件反着做就完了。结果呢?产线一开起来,抖的抖,松的松,产品一致性一塌糊涂。然后一帮人围着检讨,又是调参数又是换刀具,折腾半天,最后发现根源就出在那个“不起眼”的治具上。
真干过这个的人都知道,一套好治具,简直能把人从地狱拽回人间。
设计的坑,踩过才知道疼
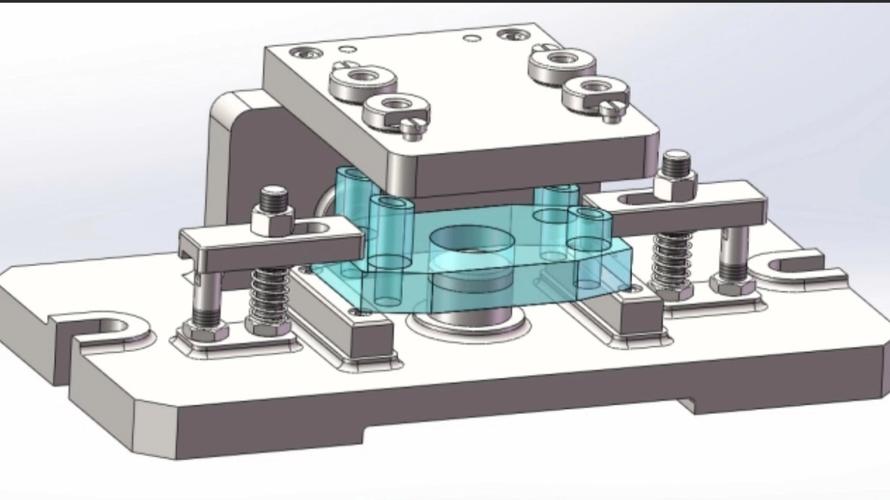
有一次我们要加工一个薄壁铝件,壁厚不到2毫米,变形量得控制在3丝以内。设计那边出的治具方案,用的是一块大板直接压住,六个螺栓锁紧。我拿到图就感觉不对。薄壁件最怕的就是装夹应力,你这么压,松开后它弹回去,精度全跑没了。后来我坚持改成多点浮动夹紧,每个点用小气缸配软垫,压力可调。改成这样,老板还不乐意,嫌贵。结果一做出来,良率直接从六成飙到九十八,他立马闭嘴了。
❗所以我说,治具设计最怕的就是“想当然”。你必须得揣摩零件的特性——材料是刚是柔?切削力往哪走?夹紧点会不会跟加工路径干涉?甚至还要考虑铁屑往哪儿飞,会不会卡住定位面。这些细节,图纸上不显,但全在设计师的脑子里。
💡还有一个容易被忽略的:基准统一。有些治具图一看,定位基准跟零件设计基准差着十万八千里,纯粹为了方便装夹。这么干,尺寸链误差全堆上去了,测量测到你怀疑人生。
问:治具的精度到底要匹配到什么程度?是不是越高越好?
答:还真不是。我见过一个极端案例,一个铣削治具,定位销做得跟检具似的,微米级配合。结果工件稍微有点温度变化就塞不进去,或者卡死。操作工就拿锤子敲,没几天定位孔就拉毛了。治具的精度要“够用且耐用”。一般定位间隙留个三分之一公差带左右,导向部分可以稍紧,但压紧点一定要柔性。高精密位置可以用锥销、涨套,但日常粗暴装卸的工序,留点间隙再加个预导向反而更长寿。
材料:硬碰硬不一定赢
一说治具,很多人立马想到45钢、Cr12淬火,硬度往高了堆。思路没错,但有时候反而不对。比如检测治具,定位面如果用淬火钢,工件放上几万次,表面那层氧化皮、镀层会被磨掉,然后生锈,然后精度就开始漂。换成硬质合金涂层或者陶瓷?成本又太高。后来我们用一种磷化的低碳钢,表面有一层疏松的磷化膜,能吸油,磨合之后越用越光,还防锈。成本低,效果拔群。
还有一种情况——避空位。有些治具笨重得吓人,设计者为了“稳”,恨不得用整体实心钢块。其实只要力学分析到位,挖几个减重孔,换成铝合金基座配钢嵌件,整体重量能降一半,机器人抓取也轻松,变形反而更小了。这就是结构和材料的共同艺术。
问:专用治具和柔性组合治具怎么选?那个更划算?
答:这要看你的量。年产量低于一万件,上专用真的不划算,开发周期长,改款了就是废铁。组合治具,像那些标准基板加定位件的,拼一拼就能用,调试虽然费点时间,但灵活。量大了,比如汽车零部件,一年几十万件,那专用治具必须得上,节拍、一致性能拉开差距。不过现在有一种新趋势——零点定位系统,快换精度能到2μ,可以兼顾柔性和刚性,就是前期投入贵一点。总之算账要算全生命周期,别只看单套价格。
维护:别等它吭声了才管
我去很多老厂,发现一个普遍现象:治具库乱得像垃圾堆。定位面生锈的、螺丝不见的、气路漏气的……啥都有。问起保养,答曰“坏了就修呗”。可治具的失效是渐进的——螺丝慢慢松,垫片一点点磨薄,等到操作工发现工件装不紧,可能已经干了一整批废品。
我们之前设计了一种简单的点检卡,贴在治具上,列出几个关键检查点:定位面清洁、紧固件扭矩、气动元件动作顺畅度。每次换班花五分钟,填个“√”。开始大家嫌烦,后来一次因为气爪滞涩造成工件偏斜,整批报废,损失十几万。从此没人敢马虎。最逗的是,一个老钳工自己搞了个小改造,在关键基准面上钻了个小孔,每次装夹前用气枪吹一下,铁屑就不会挤在角里。这土办法比啥自动吹屑系统都好使。
💡还有润滑。不是所有地方都该打黄油,治具的滑动导向部件,用稀油或者二硫化钼涂层更好,黄油沾上粉尘,几天就磨出沟了。见过最极端的,有人往定位销上喷WD-40——那玩意儿是除锈剂,不是润滑剂,残留了反而更容易氧化。闹笑话不?
所以你看,一套治具从生到死,处处是细节。它就像个沉默的工友,不声不响,可一旦闹脾气,产线就跟着遭殃。别觉得它简单,能把简单的玩意儿做到极致,那可一点都不简单。