2026-05-29 21:33:35 作者:网编
分类:文章
刚进车间那会儿,师傅指着台老平面磨床跟我说:这铁疙瘩,比你还大三岁。我凑近看——导轨上的锈迹,工作台的划痕,液压站漏油漏得跟筛子似的。就这?能磨出μ级精度?说实话,我当时是不信的。
后来亲眼看见它把一块淬火钢磨得能当镜子照,粗糙度Ra0.2,我服了。磨床这玩意儿,看着糙,干出的活细得能逼死强迫症。但玩砸了也真要命——砂轮爆裂、工件烧伤、振纹像蚯蚓爬,全是血泪史。
从手摇到数控,我被这该死的技术惯坏了?
十年前我还在手摇进给,手轮打一圈,心里默数刻度。现在?CNC磨床,手指戳戳屏幕,程序跑起来,光栅尺反馈,闭环控制。精度直接从忽米跳进纳米——没错,现代数控磨床的定位精度普遍达到±1μm,圆度0.5μm。但别高兴太早。
上个月有台进口高精度外圆磨出振纹,折腾三天,最后发现是地基没做隔震。旁边冲床一开,它跟着抖。呵,再贵的设备也架不住猪队友。你问怎么解决的?挖坑灌混凝土,加气浮隔震垫——土法上马,但好用。
 精密数控外圆磨床加工车间实拍
精密数控外圆磨床加工车间实拍
砂轮选型:磨料、粒度、结合剂,复杂得像相亲
一般人不理解,不就是片砂子粘起来的圆饼?你错了。磨床的精髓全在砂轮上。我见过太多人随便抓片砂轮就装,结果要么磨不动,要么活烧得一塌糊涂。
选砂轮得考虑三样:磨料(氧化铝?碳化硅?立方氮化硼?金刚石?)、粒度(粗磨用#46,精磨上#120甚至更细)、结合剂(陶瓷的、树脂的、金属的)。比如磨高速钢刀具,用白刚玉陶瓷砂轮那是教科书,但我试过用CBN砂轮,寿命直接翻三倍——省钱就是硬道理,对吧?
更坑的是修整。砂轮钝了得用金刚笔修出锐角,手抖一下,修整量超差,一个砂轮就废了。新手修整时那个哆嗦劲儿,像在做眼科手术。
QA时间:这些坑我都踩过,问吧
问:磨床加工能达到多高的光洁度?镜子那么亮?
答:镜子算啥。精密磨削加上超精研抛,表面粗糙度能压到Ra0.01μm以下——你肉眼看着就是乌黑发亮的镜面,但放大看其实有极细微的磨痕。要更亮?得用镜面磨削或化学机械抛光,那已经算半导体级了。不过普通车间搞不定,温控防尘要求特变态。
问:磨床经常说“砂轮平衡”,不搞会怎样?
答:直接上图!我遇见过一次静平衡没做好的砂轮,转起来整个磨床像跳踢踏舞。振纹深度超过0.005mm,整批工件报废。所以现在上砂轮必做静平衡和动平衡,高精度磨床自带在线动平衡系统,转着就把不平衡量测了,自动补偿。那玩意儿,真香。
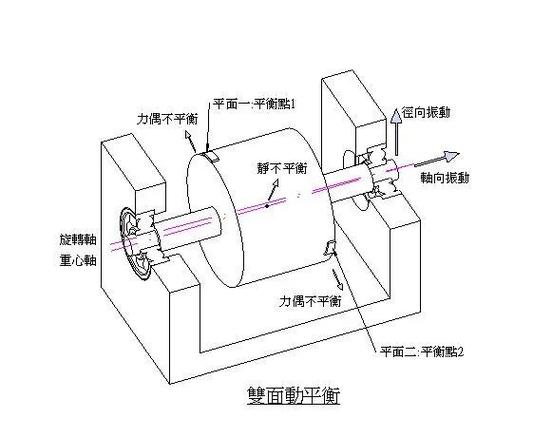 磨床砂轮动平衡调整操作示意图
磨床砂轮动平衡调整操作示意图
自动化连线之后,磨工要失业了?
最近去个齿轮厂,磨齿机配了机械手,上下料全自动,一天三班倒不用人。产线经理得意地说:怎么样,黑灯工厂。我看着他,问:万一砂轮钝了,机械手知道吗?万一工件有硬点,程序能自适应吗?他愣住。
没错,自适应磨削技术现在确实能通过声发射传感器监测砂轮状态、通过功率反馈调整进给。但完全无人化?还早。前几天那台磨床的冷却液喷头堵了,AI报警灯狂闪,最后还不是得老师傅拿针捅开。这就是现实——高端磨床越来越像精密仪器,需要懂工艺、懂分析的人来伺候。
我倒是觉得,磨工没消失,反而升级成了工艺师。你得会看频谱分析图,会调PID参数,还得懂点材料学。工资?翻倍了,但人也累成狗。唉。
问:小批量多品种的活儿,选哪种磨床最靠谱?
答:千万别上来就买专机。试试万能工具磨床或高精度数控万能磨床,配上柔性夹具,换活快。我们车间有台老外二手万能磨,外圆内圆端面都能干,精度依然能打,就是调机费时间。现在国产的数控工具磨也上来了,五轴联动,磨个非标铣刀分分钟。不过后置处理软件里里外外全是坑,非标刀具得自己写宏程序——不会?那你只能干瞪眼。
写在最后?没有最后。磨床这行,学无止境。昨天刚发现新一代静压导轨磨床能控到纳米级进给,我又开始啃说明书了。你问值不值?当一根轴跳动0.2μm在你手里磨出来时,那种成就感……啧,上头。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:磨床:精密制造的心脏,这玩意儿的门道有多深?
文章链接:https://www.zystgy.cn/a/51381