2026-05-29 21:22:37 作者:网编
分类:文章
当年我刚入行那会儿,师傅指着车间里那台老掉牙的普车说,小子,这玩意儿就像一匹烈马,你得摸准它的脾气。如今都2025年了,数控车床遍地跑,可这个理儿没变——你手里的设备再先进,不知道门道照样玩不转。上周去老王的厂里,看见他花大价钱进口的五轴联动搁那落灰,一旁国产经济型却转得欢……啧,这事儿真挺让人心里不是滋味。
选设备不是越贵越好,对吧?就像买鞋,合不合脚只有自己知道。但实际采购时,好多人就盯着参数表比大小,完全忽视了车间实际的加工需求。我见过最离谱的,是一哥们儿非得上双主轴带Y轴的车铣复合,结果常年干的都是些轴类件,最后副主轴都锈住了——这钱烧的,听着都心疼!
主轴与卡盘:别光看转速,刚性才是硬道理
我们经常吹嘘主轴转速,一万转、一万二……数字吓人。但说实话,你车大直径锻件时敢开到那个数? 主轴得先稳住扭矩和功率曲线。上个月帮人调试一台新车床,参数挺猛,可一车调质钢就闷车——后来一查,主电机标的是峰值功率,持续扭矩早泄了。
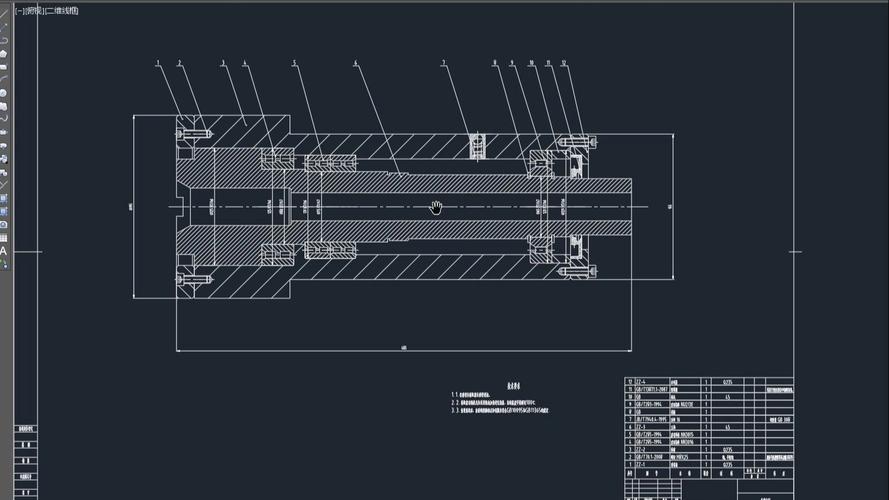 数控车床主轴传动结构剖面图
所以我现在看床子,第一件事就是扒开说明书找低速恒扭矩区间。最好带两点支撑的主轴结构,刚性足,抗震好。卡盘也是,液压卡盘夹紧力衰减曲线得问清楚,尤其薄壁件,夹变形了哭都来不及。✅小技巧:买之前让厂家拉个实际切削的功率测试报告,别光听销售忽悠。
问:老师傅,国产品牌和进口的差距真那么大吗?
答:这话得分两头说。早期国产光机确实拉胯——漏油、精度飘,可现在不一样了。去年我试了台沈阳的平床身斜导轨,干铝件,圆度能稳定在0.005以内,就是系统响应比发那科慢半拍。不过话说回来,进口床子售后服务真是……❗一次主轴轴承坏了,等德国配件等了俩月,全线停产,老板脸都是绿的。所以现在我倾向于,粗加工或者毛坯刀的车床用国产,有钱配台湾刀塔;精密终加工再考虑马扎克或德马吉。但切记,别碰那种三线小厂的组装机,参数贴牌一塌糊涂,修都没法修。
数控车床主轴传动结构剖面图
所以我现在看床子,第一件事就是扒开说明书找低速恒扭矩区间。最好带两点支撑的主轴结构,刚性足,抗震好。卡盘也是,液压卡盘夹紧力衰减曲线得问清楚,尤其薄壁件,夹变形了哭都来不及。✅小技巧:买之前让厂家拉个实际切削的功率测试报告,别光听销售忽悠。
问:老师傅,国产品牌和进口的差距真那么大吗?
答:这话得分两头说。早期国产光机确实拉胯——漏油、精度飘,可现在不一样了。去年我试了台沈阳的平床身斜导轨,干铝件,圆度能稳定在0.005以内,就是系统响应比发那科慢半拍。不过话说回来,进口床子售后服务真是……❗一次主轴轴承坏了,等德国配件等了俩月,全线停产,老板脸都是绿的。所以现在我倾向于,粗加工或者毛坯刀的车床用国产,有钱配台湾刀塔;精密终加工再考虑马扎克或德马吉。但切记,别碰那种三线小厂的组装机,参数贴牌一塌糊涂,修都没法修。
数控系统与编程:搞懂宏程序,你就是夜班最靓的仔
 数控系统与编程:搞懂宏程序,你就是夜班最靓的仔
现在都喊智能化,可工厂里真正用好宏程序的没几个。有次半夜,操作工打电话说异形螺纹老是乱牙,我过去一看,他居然还在用手动G32一遍遍对刀——💡其实写个宏,变量控制切深和角度,两分钟的事。系统一定要选开放宏的,有些经济型系统把功能锁了,后期扩展想加个探头都难。
另外,别迷信触摸屏和花哨界面。大隈的OSP系统界面老气吧?可人家高速处理能力就是快,拐角减速几乎感觉不到。反观某些新系统,动画得花里胡哨,模具曲面加工时一个缓冲搞出接刀痕……真事!
问:编程零基础,学G代码还是CAM自动编程?
答:都得会点。纯CAM生成出来的程序冗余太多,特别是走圆弧,你不手动优化,光洁度差一截。我建议新人先啃透G71/G72复合循环和G41/G42刀尖半径补偿,别急着上软件。当然,复杂轮廓肯定靠CAM,但后处理一定要针对机床调好——上次我用某个通用后处理,把B轴转台搞反向了,差点撞机!
数控系统与编程:搞懂宏程序,你就是夜班最靓的仔
现在都喊智能化,可工厂里真正用好宏程序的没几个。有次半夜,操作工打电话说异形螺纹老是乱牙,我过去一看,他居然还在用手动G32一遍遍对刀——💡其实写个宏,变量控制切深和角度,两分钟的事。系统一定要选开放宏的,有些经济型系统把功能锁了,后期扩展想加个探头都难。
另外,别迷信触摸屏和花哨界面。大隈的OSP系统界面老气吧?可人家高速处理能力就是快,拐角减速几乎感觉不到。反观某些新系统,动画得花里胡哨,模具曲面加工时一个缓冲搞出接刀痕……真事!
问:编程零基础,学G代码还是CAM自动编程?
答:都得会点。纯CAM生成出来的程序冗余太多,特别是走圆弧,你不手动优化,光洁度差一截。我建议新人先啃透G71/G72复合循环和G41/G42刀尖半径补偿,别急着上软件。当然,复杂轮廓肯定靠CAM,但后处理一定要针对机床调好——上次我用某个通用后处理,把B轴转台搞反向了,差点撞机!
排屑与冷却:小事不讲究,刀片厂把你当提款机
很多人买床子,盯着主轴和刀塔,却对排屑器不屑一顾。可你想想,满槽的缠屑能把切削液堵死,然后刀具干烧,工件表面硬度蹭蹭涨,最后崩刃甚至工件报废。尤其在加工不锈钢时,必须上高压断屑,不然夜里巡检能被吓出心脏病——火光四溅像在放烟花。
 数控车床高压冷却切削断屑效果对比
冷却液选型也有讲究。上回我换了种新型微乳化液,pH值没调好,结果导轨防锈层被泡坏了……血的教训。现在必测浓度,定期清理水箱,别嫌麻烦。💡还有个小招:在刀塔附近加个万向气枪,吹屑吹切削液两用,清理起来顺手。
最后啰嗦一句,任何车床都不是孤立的存在。你得把它和刀具、夹具、测量甚至车间MES系统连起来看。就像今年我去长三角走访,很多工厂开始用IOT采集主轴振动数据,提前预警轴承失效——这才是真智能,而不是在面板上放个天气预报。
所以,不论你是刚入行的新手还是转做工艺的老手,都记着一句话:设备是战友,不是神。花时间去了解它、折腾它,它才会帮你出好活儿。好了,不写了,晚上还得赶一批钛合金零件,那台老斜床身等着我去调程序呢。
数控车床高压冷却切削断屑效果对比
冷却液选型也有讲究。上回我换了种新型微乳化液,pH值没调好,结果导轨防锈层被泡坏了……血的教训。现在必测浓度,定期清理水箱,别嫌麻烦。💡还有个小招:在刀塔附近加个万向气枪,吹屑吹切削液两用,清理起来顺手。
最后啰嗦一句,任何车床都不是孤立的存在。你得把它和刀具、夹具、测量甚至车间MES系统连起来看。就像今年我去长三角走访,很多工厂开始用IOT采集主轴振动数据,提前预警轴承失效——这才是真智能,而不是在面板上放个天气预报。
所以,不论你是刚入行的新手还是转做工艺的老手,都记着一句话:设备是战友,不是神。花时间去了解它、折腾它,它才会帮你出好活儿。好了,不写了,晚上还得赶一批钛合金零件,那台老斜床身等着我去调程序呢。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:数控车床选型避坑指南:干了20年机械加工,有些话我得说
文章链接:https://www.zystgy.cn/a/51380