激光切割,现在都快被神话了。但真正干这行的都知道——这潭水深,淹死的都是只懂参数不懂工艺的。
先别急着谈什么智能制造、工业4.0。我干这行快二十年,从最老的进口CO2机器,到现在动不动几万瓦的国产光纤,经历的事儿太多了。说实话,有时候看着那些刚入行的小年轻,拿着手册就敢调参数,我真想一把夺过他的鼠标——兄弟,你这是在烧钱,不是在搞生产。
💥 选型:别信PPT,信你的活儿
很多老板买设备,上来就问功率、品牌、价格。错!第一个要问的是:我主要切什么活儿?薄板?厚板?镜面不锈钢?还是高反材料?你切1mm的亮面不锈钢,非买台万瓦机器,那不是有钱烧的嘛——功率太高,切薄板反而容易发黄、烧边,良品率上不去。
还有,激光器品牌,进口的IPG、锐科,国产的创鑫、热刺,区别在哪儿?不只光在功率,更在光束质量。你要是切精密件,差一个M²值,切割面的细腻度差出几条街。不过话说回来,现在国产进步神速,一般钣金厂,用国产激光器完全够了,省下的钱买好点的冷水机、除尘器,比啥都强。
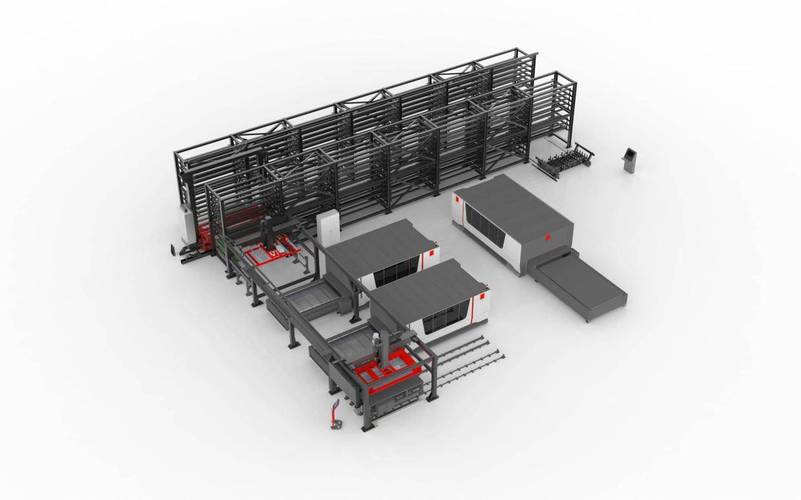
问:那现在都说自动上下料、自动排版,有必要上吗?
答:看量!你要是一天干不了几块板,上那玩意儿纯属摆看。但一天要是几十吨料,不上自动化系统,人工成本、工伤风险都能把你搞垮。我们以前一个客户,硬撑不搞自动化,结果工人被烫伤了一次,赔的钱够买半套系统。所以,别光算设备账,要算总账。❗
🔍 切割质量:三割三看,我的土法子
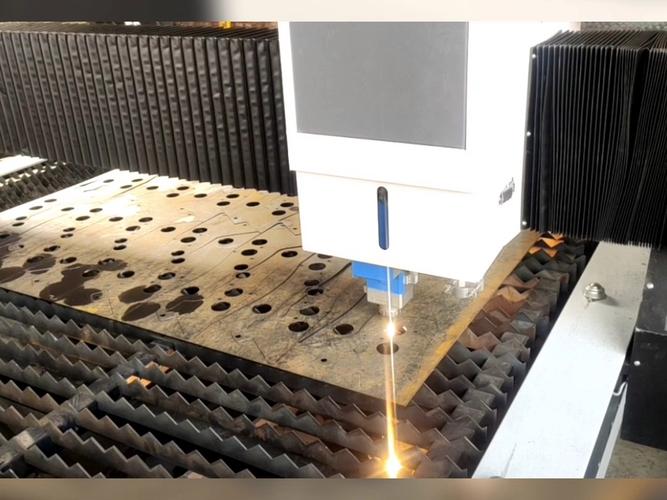
很多人总纠结参数表上的切割速度。其实,速度是最不重要的指标——除非你批量干23mm以上厚板,否则为了快那么一点,把活干的狗啃一样,有啥意义?我更看重三个东西:断面纹路、下口挂渣、材料热影响区。
见过那种切割面,上半截光滑,下半截跟锉刀似的吧?那就是典型的速度与焦点没匹配好。有时候我宁愿降点速,也要保证整个断面一致性。特别是切铝板,热影响区大了,强度直接打折,你拿去焊接,裂纹一堆,哭都来不及。
问:不锈钢薄板切完总有毛刺,喷砂都盖不住,什么原因?
答:十有八九,辅助气体的问题!要么压力不对,要么气体纯度不够。好多厂子图便宜,用液态罐装气,里面水分多,切割时在断面形成氧化膜,毛刺就粘得特死。我跟你说,氮气纯度必须99.999%以上,换大厂的高纯瓶装气试试,效果立竿见影。再不行,检查一下喷嘴的同心度——那玩意偏一丝,气流就不对,神仙参数也白搭。
🛠 维护那点事儿:懒人干不了这行
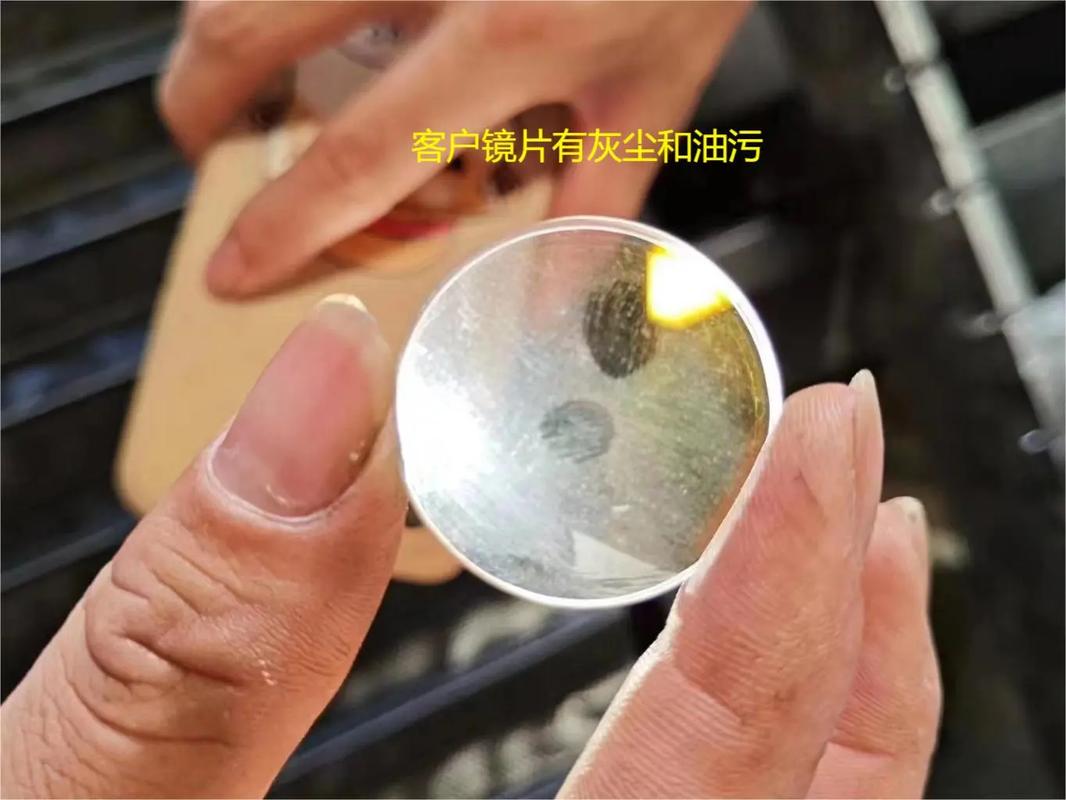
激光切割机不是电视机,买来插电就能用。保护镜片一天擦几次?你见过因为一片脏镜片,导致激光器烧头的事儿吗?我见过,二十万直接飞了。所以,别省那几片镜片钱,该换就换。还有除尘,切碳钢那黑烟,要不及时清理,导轨丝杆没几年就报废。有人觉得机器娇气——确实娇气,但你不伺候它,它就罢工给你看。
现在有些新机器打着‘智能维护’的旗号,啥传感器监控。❓ 我试过几台,报警是挺及时,但误报也不少。最后还得靠老师傅的耳朵听,眼睛看。这行当,经验永远比自动化的代码值钱。
⚠️ 特殊材料切割:别碰的雷区
镀锌板、高反铝、黄铜……这些玩意儿,没搞过就愣上的,都是勇士。镀锌板烟雾有毒不说,锌层一烧,镜片糊得比油烟机还快。高反材料更危险——反射激光直接打回光路,烧了模块你哭都找不着调。以前有个同行,切镜面铝没调好参数,几秒钟,几万块的模块烧穿,车间里一股焦味。所以,碰特殊材料前,先看看你的机器有没有防反射保护,工艺库有没有专门参数。
问:那我实在要切高反材料,有啥招?
答:有经验的法子——降低功率、提高速度、加大辅助气压,还得用特殊涂层。但最稳妥的,是买台专门针对高反材料的激光器。现在部分国产厂家已经有这种机型了,吸收率波长不同。别冒险,成本比换模块划算多了。
谈未来?别扯那些云里雾里的概念。激光切割技术,短期内依然是效率致胜。更高功率、更快切割、更厚极限,这是主旋律。但对我们一线的人来说,把眼前的活儿干精细了,不良率降下来,比等什么黑科技都实在。
行了,今天就唠这么多。激光切割这行,看着光鲜,实则琐碎。但正是这些细节,拉开了赚钱和亏本的差距。