一个老机械师的吐槽
干这行快二十年了,旋转筛——这玩意儿看起来简单,对吧?一个圆筒,筛网,电机带着转。但实际上,选型时少考虑一个参数,后面能让你哭爹喊娘。上个月去一个饲料厂,老板指着刚换的筛网骂骂咧咧,用了不到仨月就磨穿了。我一看,好家伙,304不锈钢在腐蚀环境下当316用。这坑,新手必踩。

说实话,旋转筛是个“老实人”设备,你糊弄它,它立马糊弄你。不像某些振动筛,偶尔还能凑合。旋转筛一旦出问题,就是停机整修,没商量。所以今天不聊理论,纯经验分享。信不信由你。
选型参数里的“魔鬼”
销售给你的参数表,你就盯着处理量和目数?天!转速、倾角、进料方式,这三个不匹配,效率直接打对折。比如粘湿物料,转速得调低,倾角加大,还得配刮板。愣头青上来就用高速,不粘网算我输。
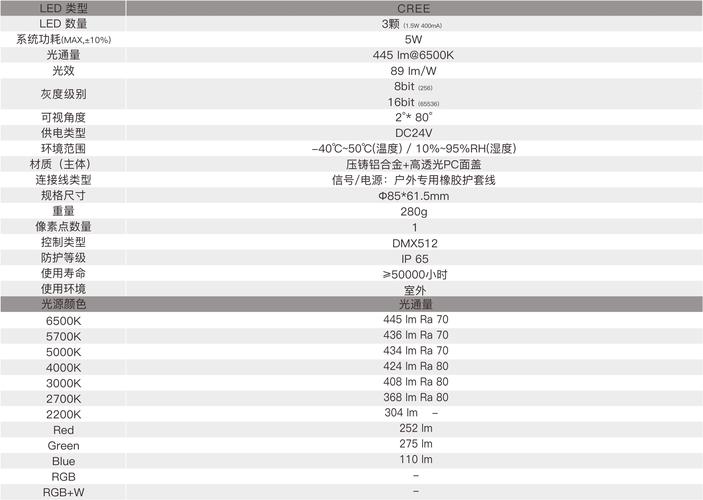
筛网材质更是个大坑。304、316、锰钢、聚氨酯……你以为随便选?💡 划重点:腐蚀环境必须316L起步,高温下普通不锈钢筛网寿命可能只有设计的1/3。你去看那些用了半年就开裂的,多半是材质搞错。
QA解惑:那些让人头大的实际问题
问:“我的旋转筛处理含油物料,筛网堵得一塌糊涂,热水洗、高压风吹都没用,咋整?”
答:“哎,早说嘛。油性料别折腾了,换聚氨酯筛网,自带润滑不挂料。再不行加超声波清网装置,成本高点但一劳永逸。千万别用钢丝刷硬刮,筛网废得更快。我以前试过各种偏方,最后发现还是材质的问题。”
问:“感觉旋转筛产量越来越低,新机器时能到标称的80%,现在只剩一半,到底哪儿出问题了?”
答:“产量下降,先看筛网是否松弛,再检查传动皮带。很多人忽略皮带打滑,转速一掉,离心力不够,物料筛不透。另外,进料不均匀也会造成类似症状。我的经验,突然掉量80%是堵了,慢慢衰减基本是机械磨损。别光图省事调进料量,治标不治本。”

安装调试:差点毁了一条生产线
说起来还有气,去年有个项目,安装队把旋转筛地脚螺栓随便一拧,开机晃得像喝醉酒。我当场发飙!旋转筛的动平衡要求不比离心机低,不平顺的话,轴承、主轴、筛网……三个月内一个个坏给你看。✅ 记住:基础必须水平,紧固力矩按规定,还得用水平仪校准主轴同轴度。少一步,都是给自己挖坑。
还有一次,客户自己改了进料溜槽角度,结果物料直接冲刷筛网局部,一周就磨出窟窿。你猜他怎么说?“哎呀,我就想快一点”。有时候真的无奈——设备是死的,人是活的,但别瞎改啊。
那些销售绝不会说的真相
买旋转筛,很多人栽在配件上。比如轴承,标着“NSK”,拆开一看,假的。我见过最离谱的,用了俩月轴承散架,滚珠掉进物料里,差点毁了后端设备。❗ 所以,新设备到厂,第一件事拆检关键部件,别信什么“原装进口”的鬼话。再有,密封件。有些厂家为了省钱,用丁腈橡胶代替氟橡胶,一遇高温油脂就溶胀漏粉。这种慢性病,最难查。
还有电机功率,你以为选大了安全?错!功率余量超过30%,电机在低负载率下电流谐波大,反而容易烧。有时候,合适才是最好。
问:“打算上一套旋转筛,请问如何快速考察厂家的实力?”
答:“简单,让他带你看三样东西:焊接车间、动平衡机、售后记录。焊接工艺差,筛体应力集中,迟早裂。没有动平衡机的厂家,直接pass,做不做得好全凭运气。售后记录要是遮遮掩掩,说明返修率高。另外,看筛网压条是不是用激光切割的,边缘光滑没毛刺,细节见真章。”
再说两句
旋转筛这东西,用好了是印钞机,用不好是吞金兽。别只看报价,多想想后期维护。选型时把工况参数发给我,我帮你把把关,比啥都强。今天就扯这么多,还得去车间盯安装。下次聊别的。