三辊研磨机到底是个什么怪物?
刚入行那会儿,我第一次见到三辊研磨机,脑子里就一个念头——这铁疙瘩怎么比我的车还大?三个巨大的辊筒平行排着,慢慢吞吞转着,看着笨重,实际上精细得要命。说实话,它不是什么新鲜玩意儿,但直到今天,油墨、涂料、化妆品,还有高档巧克力,都离不开它。为什么呢?因为有些活儿,你真没法用别的设备干得那么漂亮。
辊筒材质一般是冷硬合金铸铁或铸钢,硬度高得惊人,HRC60以上是常态,不然磨不坏颗粒,自己先废了。速度比是关键:三个辊速不一样,后辊最快,前辊最慢,速比通常在1:3:9左右,这样才能产生剪切力,把物料碾碎、分散。我曾经调过一次速比,稍微动了一丁点,出来的浆料细度就差了一大截,当时真想抽自己——怎么就手贱呢!
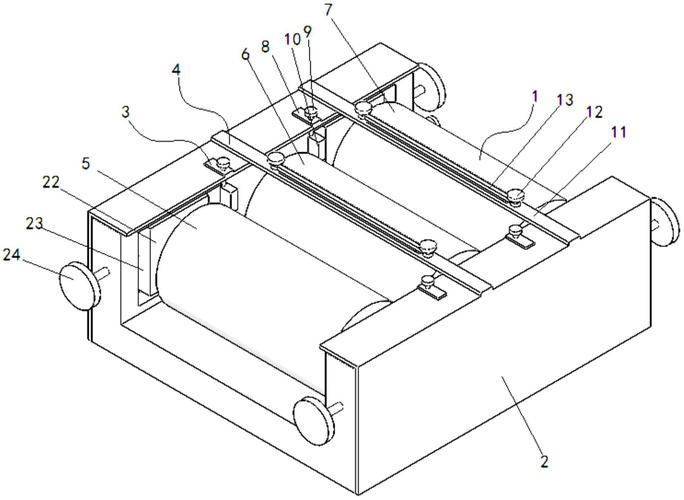
看,就是这种结构。说起来简单,调起来真要命。
调间隙到底有多讲究?

间隙这事儿,理论上分粗调、中调、精调三步,但车间里谁有那个耐心?一般都是直接上塞尺,0.1毫米起步。不过老师傅可不用尺,听声音——辊筒空转时那嗡嗡声,一旦有沙沙的异响,准是间隙不对。更要命的是温度,辊筒受热膨胀,间隙会变小,所以冷机调好的间隙,热机可能就碰上了。我见过最惨的一次,夜班工人图省事,冷机就把间隙压到近乎零,结果开机半小时辊筒直接抱死,刮刀崩了口,辊面也拉伤了,维修费掏了八万。
❗ 这里有个小窍门:调间隙一定要在辊筒转动时进行,而且必须两边同时调,单边操作极易导致辊筒偏斜。先调后辊与中辊,再调中辊与前辊。有人喜欢用百分表打跳动,那个太费时,日常生产真没必要。
问:辊筒间隙怎么调才最合适?
答:哎,这个问题值十万块钱。理论上说,间隙越小研磨越细,但前提是辊筒表面精度得够。一般用塞尺,但老手都靠手感,凭经验转螺杆,听声音!间隙均匀了,声音是平滑的嗡嗡声,有一边紧,声音就会涩。别死板,多练。还有,调间隙必须在辊筒转动时调,否则会擦伤辊面,这是我师傅用一条划痕教会我的——那条划痕花了两万块修复。
三辊 vs 珠磨,选谁?
这个问题几乎每周都有人问。去年有个做电子浆料的客户,非要用砂磨机,结果银粉分散不开,电阻率老超标。后来换三辊,三遍下来,细度直接干到5微米以下。不是砂磨机不好,是那种高粘度、触变性强的浆料,在砂磨机里根本循环不动,磨介又带不起来,白搭。
✅ 三辊的优势:高剪切,分散效果好,适合高粘度、高固含物料,而且清洗相对简单(虽然也累人)。但缺点也明显:敞口操作,溶剂挥发大,车间味道重,环保查得严的地方很头疼。珠磨机则是封闭体系,挥发少,产量大,自动化程度高,但对物料粘度有限制。

看看这个对比就明白了。不过话说回来,现在有些新型三辊加装了密封罩和溶剂回收装置,也能过环保关,就是价格翻倍。
问:三辊研磨机和珠磨机、砂磨机有什么区别?
答:得看你的物料。三辊更适合高粘度、高要求的浆料,比如胶印油墨,珠磨机对付低粘度更合适。三辊的优势是剪切力强,分散效果好,但产量相对低,而且——敞着口!溶剂挥发厉害,环保压力大。现在很多厂都改封闭式砂磨了,但高端油墨还是认三辊,没办法,品质不一样。
维护那些糟心事儿
三辊研磨机最易损的就是辊筒表面和刮刀。辊筒一旦有坑或划痕,产品细度立马不合格。补焊修复?想得美,那个硬度,补不好更糟糕,通常只能返厂重磨,费用几万起。所以日常一定要小心金属异物,我见过一个螺丝掉进去,三秒钟,三辊全毁。💡 强烈建议进料口加装强磁除铁器,这个钱不能省。
刮刀也是,材质有不锈钢、聚氨酯、陶瓷,各有各的坑。不锈钢便宜但易磨损,陶瓷耐磨却脆,一崩口就划辊。聚氨酯软,不伤辊,但寿命短。我们后来用碳化钨涂层刮刀,贵是贵了五倍,但用了两年没换过,算下来反而省钱。
冷却系统别忽视。辊筒中心是空的,通水冷却,水温控制不好,辊筒温差大,间隙就飘了。有一次夏天水温下不来,出料温度直接飙到80度,油墨结皮结得一塌糊涂。后来咬牙上了冷水机,问题才解决。😩
对了,还有一点。很多人以为三辊转速越高产量越大,其实是个误区。速度过高,物料反而可能打滑,而且发热厉害,细度未必好。得根据物料流变性慢慢试,找到那个甜点速度。我一般建议新客户,先用低速跑顺,再逐步提,别一上来就猛干。
总有人问,现在各种新研磨设备层出不穷,三辊是不是要淘汰了?我只能说,某些领域它确实被替代了,但高端胶印油墨、艺术涂料、医用膏霜这些,对细度和分散的要求近乎变态,三辊的地位暂时无可撼动。它就像个倔老头,缺点一堆,可那份手上功夫,别的机器还真学不来。
行了,就聊这么多。有问题的,下去自己摸机器吧,光看文章不顶用。