上个月,工厂新上的码垛线又停了。原因?吸盘掉料。老王头蹲在设备前抽了半包烟,最后憋出一句:这玩意儿,比媳妇还难伺候。
说实话,工业吸盘这东西,结构简单得离谱——一块橡胶、一个金属接头、加个弹簧支撑,可偏偏就是这‘简单’,让无数工程师栽了跟头。今天不聊虚的,就说说血泪换来的实战经验。
选型时的致命错误
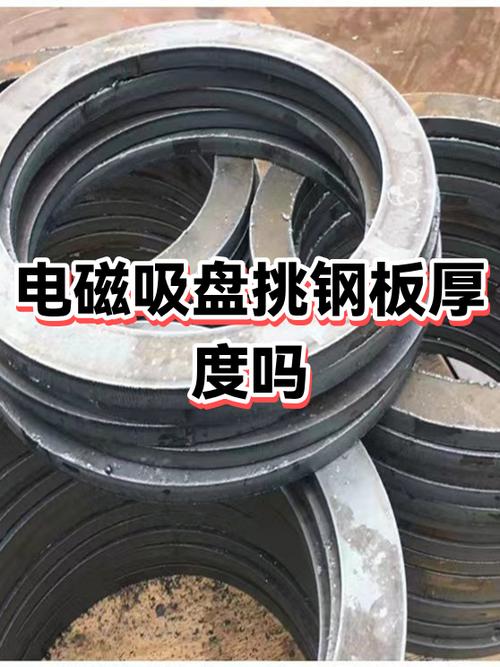
新手最爱犯的错:盯着吸力看,其他一概不管。去年帮人调试一台搬运弧形钢板的设备,原厂配的是普通平吸盘,理论上吸力够够的,实际一上料就‘劈里啪啦’响。为什么?钢板有弧度,吸盘贴合不全,泄漏量巨大,真空度根本维持不住。后来换了海绵吸盘——那种柔软的闭孔海绵能自适应弧度,问题立马解决。多花了三百块,省下每天两小时的停机时间。值不值?自己算。
还有更离谱的:某次在注塑车间,看到一台机械手抓成品件,用的是丁腈橡胶吸盘,三天两头换。我问怎么不用硅胶的?对方说‘贵’。注塑件脱模温度接近100℃,丁腈耐温才80℃,不变形才怪。硅胶能耐200℃以上,寿命长十倍,均摊成本反而更低。这种账,算不明白就永远在修设备。
选型核心就仨词:材质、形状、尺寸。材质看工件表面和温度;形状看弧度和平整度;尺寸别盲目求大——吸力理论值等于面积乘真空度,但面积过大反而需要更大流量维持真空,发生器能耗飙升。平衡点在哪?得反复试。
真空系统不是简单的抽气
很多人觉得,买个吸盘,接上管子,连到真空发生器或真空泵,完事。天真。
先说发生器。这玩意儿便宜、体积小,插根气管就能用。但能耗高得吓人——压缩空气成本是电力的5-8倍。如果吸盘数量多、持续工作时间长,发生器就是在烧钱。去年见过一条包装线,24个吸盘全用发生器,车间空压机不堪重负,夏天频繁跳闸。后来改成小型旋片真空泵集中供气,电费降了40%,半年回本。
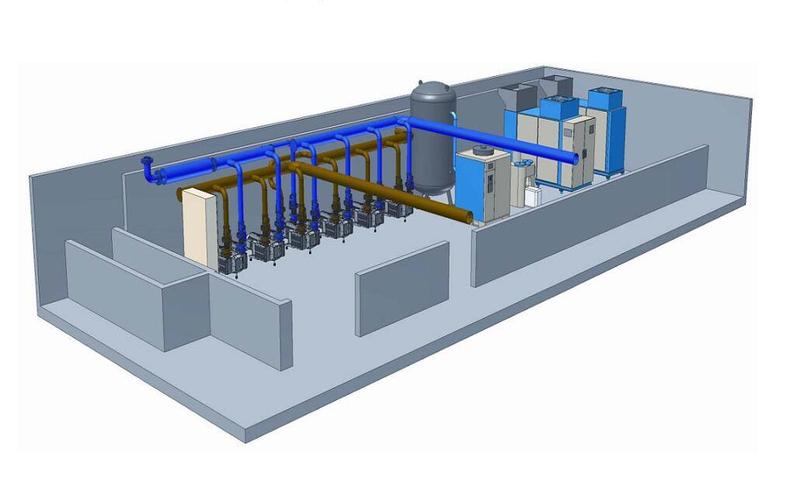
不过旋片泵有油烟,洁净车间慎用。食品行业基本只能选水环泵或无油涡旋泵,价格翻倍但合规。还有管路——最常被忽略的细节:接头漏气、管径太小、弯头太多。流量损失能吃掉三成吸力。我见过最夸张的设计,40米管道从泵房拉到车间,全程直角弯,末端真空度只剩一半。正确做法?就近布置真空源,主干管用硬管,分支用软管,长度不超过5米,弯头用弧形过渡。懂点儿流体力学,少交智商税。
维护:别等到掉件才想起它
工业吸盘是消耗品,但怎么消耗大有讲究。定期巡检的工厂,吸盘寿命能延长一倍;不管不顾的,三个月就得扔一批。教你几招:
- 检查密封面——肉眼可见的裂纹、磨损立即更换,别凑合。尤其搬运尖锐金属件,常见‘切口’漏气。
- 清洁,但别乱洗——酒精擦没问题,忌用强溶剂,丁腈橡胶一碰醋酸乙酯就溶胀报废。
- 弹簧支撑——吸盘上的金属弹簧,生锈卡死导致缓冲失效,硬接触容易撞坏工件。
- 过滤器——真空管路必加滤网,碎屑吸入发生器或泵,维修费够买几箱新吸盘。
QA环节,来两个最常见的困惑:
问:为什么新买的吸盘总是吸不住?真空表也正常啊?
答:九成情况是泄漏。要么工件表面粗糙(比如未加工的铸铁),要么吸盘边缘受损,要么管路有沙眼。拿烟雾笔测一测,泄漏点一目了然。剩下1成:真空度够但实际接触面积不够——工件定位偏移,吸盘只咬住半边。治本之策:优化夹具或上光电检测。
问:海绵吸盘和橡胶吸盘到底怎么选?哪个更耐用?
答:没有绝对优劣。海绵吸盘适应不平整表面,但耐磨性差,搬运粗糙石材三天就得换;橡胶吸盘耐撕扯,适合金属板材,但碰到纸张、塑料薄膜就漏气厉害。还有温度——海绵多数不耐高温,超过80℃就得选氟橡胶。耐用与否看工况匹配,不是材质本身。
最后几句掏心窝的话

干了十五年自动化,见过最贵的‘省钱’就是买一堆廉价吸盘备着,半年换三次,每次停机损失超万块。吸盘选型、系统设计、日常维护根本是个系统工程,别孤立看待。下次再遇到吸盘问题,停下想想:是不是选错了?管路有没有偷工减料?维护跟没跟上?答案往往就藏在细节里。
就这样。但愿你的产线上,少点‘吸不住’的骂声。