一次尴尬的调试经历
那年在车间调试一台新买的流化床,投料、升温、喷液,一切按部就班。结果不到十分钟,床层压降突然飙升——完了,又粘壁了。✅ 别以为这玩意儿是万能的,搞不好它就是个脾气古怪的艺术家。我在旁边憋着火,看操作工手忙脚乱,心里只有一个念头:这破机器,谁设计的谁自己来开!… 不过话说回来,那次之后,我反倒把流化床造粒的脾气摸透了七八分。

流化床造粒到底怎么个流程?
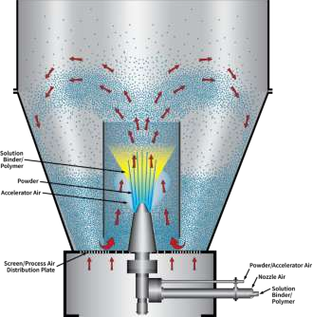
简单说,就是让粉末在热风中飘起来,同时喷入液体粘合剂,颗粒像滚雪球一样长大。听着挺简单是不是?其实里面门道深了去了。风量、温度、喷液速率、物料特性… 随便哪个参数偏差一点,出来的颗粒可能就让你欲哭无泪。💡
核心就在那个“流化”状态。粉末床被气体托起,达到类似流体的状态。这时候喷枪把粘合剂液滴均匀喷洒在流化的粉末表面,颗粒之间通过液桥结合,再被热风干燥,一层层包覆长大。这个过程很考验设备设计和操作经验。
为啥我总推荐它,却又恨它?
优点真的很突出:混合、制粒、干燥一步完成,密闭操作,没有粉尘飞扬。而且做出来的颗粒,多孔性好、溶解快、堆密度适中,做片剂崩解那叫一个爽。另外,对于热敏物料,流化床干燥速率快,物料温度反而不高,这点很妙。❗
但是!它的缺点也像针一样扎手。最头疼的就是静电问题,粉末互相排斥,根本不按规矩流化。还有细粉夹带,布袋除尘得设计得特别合理,不然收率让你心疼死。最可怕的是粘壁,一旦喷液偏多或者温度不够,床里立刻形成泥巴团,清机清到你怀疑人生。
选型与使用:别被厂家忽悠了
市场上一窝蜂的流化床造粒机,顶喷、底喷、侧喷,各有适用。说实话,顶喷最常见,适合普通造粒;底喷更适合微丸包衣或控释颗粒;侧喷嘛,有些物料用它反而效果奇特。✅ 但是不要盲目听销售吹嘘。我见过太多厂家拿个3升的实验室小机器数据就往大生产上套,结果一放大全完蛋。放大效应!这是流化床造粒的魔鬼环节。
几个关键点:导流筒设计(底喷机上尤其重要)、喷枪定位与雾化角度、进风分布板开孔率。还有布袋振打或反吹的可靠性。细节决定生死。
操作工老张的秘诀
我有个老搭档,姓张,初中学历,开了二十年流化床。他不懂流体力学,但手感极准。有次我问:”张工,你怎么判断粘合剂喷得正好?”他咧咧嘴:”听声音。风里颗粒打得没那么狠,沙沙声变闷,就快粘了。”你看,实践出真知。💡
还有些书本不写的技巧:比如刚开机先不放物料,开热风把设备充分预热,尤其是喷枪附近,不然冷机喷液容易挂壁。还有停喷后不能立即出料,得用热风吹干几分钟,让颗粒表面彻底硬化,否则一转移就碎。
问答环节:您可能关心的实际问题
问:流化床造粒和湿法制粒机,到底哪个更好?
答:这问题就像问筷子好还是勺子好。你得看物料啊。有些中药浸膏粉,黏得要死,你用湿法制粒机搅一搅直接堵筛网,但在流化床里就能吹成颗粒。反过来,有些物料流化状态很差,比重差异大,用流化床根本控不住粒度分布。我只能说,流化床一步制粒更现代,但湿法制粒也有它不可替代的地位。根据物料特性做几个小试对比,比问我强。
问:怎么解决流化床粘壁问题?实在清机清怕了。
答:粘壁原因主要三个:喷液过量、温度不足、物料静电。对应办法:第一,降低喷液速率,或者提高雾化压力让液滴更细;第二,确保进风温度和风量足够带走水分,通常出风温度下降是报警信号;第三,静电大时,可适当提高环境湿度或添加抗静电剂。关键是要建立操作曲线,每个产品都该有自己的一套参数,别怕麻烦记下来。
流化床造粒的前景
现在都搞连续制造了,流化床也往这个方向走。智能化控制,实时粒度监测,甚至PAT技术都上了。但不管怎么变,那点基本功——对物料的理解、对参数的敏感、对设备的敬畏——永远不会过时。我见过太多自动化项目失败,不是设备不行,是人太信机器了。❗
所以啊,流化床造粒,说爱你不容易,但离了你又不行。干我们这行,就得跟这些铁疙瘩谈恋爱,时而甜蜜,时而抓狂,最后磨合出一种默契。这大概就是工程师的浪漫吧。