过滤精度不是越高越好
前两天去一个精密铸造厂,现场那叫一个乱。他们新上了一套电镀废水回用系统,用的滤芯精度高达 0.5 微米,结果呢?两天堵一次,操作工一边骂骂咧咧一边拆滤壳,浑水溅了一身。厂长还特委屈:不是说精度越高越干净吗?我听了真想拍桌子——这完全是被供应商忽悠瘸了。 工业过滤这东西,精度不是数字游戏。过高的精度意味着更密的孔隙,流阻急剧上升,能耗蹭蹭涨,滤材更换频率也翻倍。除非你真的需要把细菌级别的杂物挡在门外(比如注射用水、芯片清洗),否则盲目上高精度就是烧钱。大部分冷却循环水、清洗液过滤,10~50 微米足够用了。你得先搞清楚,你要除掉的是砂石、铁屑,还是胶体、微生物?典型误区就是把工艺过滤和保安过滤混为一谈。
过滤介质的选择,学问大了
市面上滤材五花八门,熔喷 PP、PE 烧结、金属编织网、楔形丝网、陶瓷膜……选错了,再好的精度也白搭。 老实说,高温、强酸强碱工况下,塑料滤芯根本撑不住。我就见过一个化工厂,用 PP 滤袋过滤 80℃的碱性清洗液,结果滤袋收缩变形成了一团烂布,杂质全漏进喷淋管,堵了喷嘴,整条涂装线停工。损失够买几百根不锈钢滤芯的。所以,温度超过 60℃、pH 极端、或者溶剂型流体,直接考虑金属或陶瓷。 另一个坑:滤袋 vs 滤芯。很多人觉得滤袋便宜,能用就用,可忽略了一点——滤袋容污量大但精度粗糙,标称 10 微米实际可能连 20 微米颗粒都拦不全;滤芯精度稳定但纳污量小。大流量粗过滤用袋,精密终端用芯,别搞反了。对了,现在还有折叠式大通量滤芯,单支流量顶好几支传统熔喷芯,更换省时,就是价格贵点。算总账的话,人工加停产成本更高,你懂的。 问:我该多久换一次滤袋?有没有固定周期?答:别傻傻按日历,那叫过度维护。滤袋该换的信号是压差升到 0.5~1 bar(具体看设计),或者流量明显衰减。装块差压表,或者接个远传传感器,数据说话。有些脏东西是逐渐积累的,可能三周才堵,有些工况一天就满,完全看介质。另外,清洗反冲如果设计得当,能延长寿命,但绝不是无限续命。
自清洗过滤真的省心吗?
这几年自清洗过滤器很火,吸嘴式、刮刀式、刷式……宣传语说“免人工、长寿命”。我从心底里认可它在大水量、连续产线上的价值,但也见过太多人把它当万能药。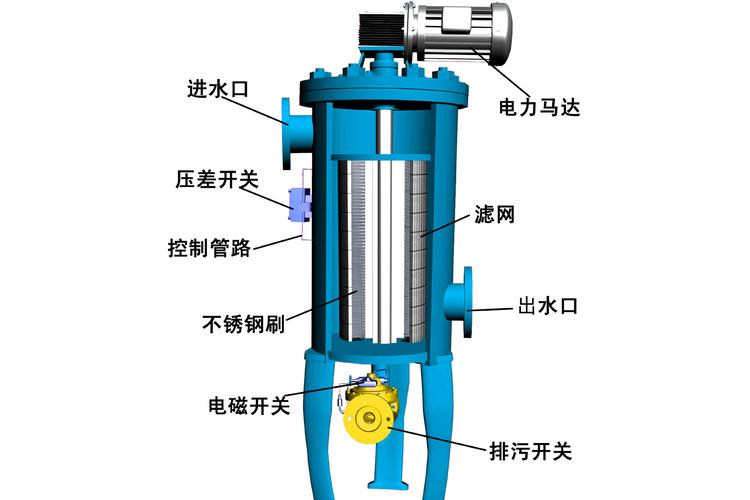
答:不是!高粘度流体(超过几百厘泊)常常把刮刀或吸嘴粘住,排污阻力大,自清洗效果打折扣。而且树脂类遇冷固化,直接把滤网糊死,你还得拆解烧网。所以,凡是有凝固风险的,必须加保温夹套,并且停机前要排空置换。还有,纤维状杂质如果很长,会缠绕在刮刀轴上,搞不好电机烧毁。