滤饼又湿又黏,滤液浑得像泥汤,真空泵嗡嗡响,过滤速度却像老牛拉车——干过现场的都懂这种绝望。真空过滤,看起来不就是抽个负压让液体穿过滤布吗?逻辑确实简单,但魔鬼全在细节里。 有时候,哪怕滤布没破,真空度也够,可出来的滤饼就是达不到要求。为什么?
真空过滤的「气」与「液」:别只看真空泵

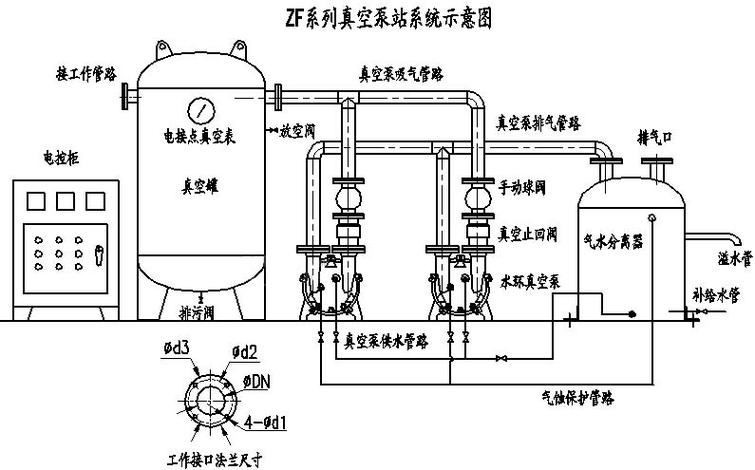
很多人都把眼睛盯在真空泵上。没错,真空度是过滤的驱动力,但它不是万能药。有一次,一个做钛白粉的朋友抱怨,他们新换的泵抽力十足,滤饼含水率却纹丝不动。我去现场一看,差点笑出声——真空管路弯头太多,压降大得离谱,泵口的真空度到了气液分离罐那里已经打了七折。❗ 这就像你打开水龙头,结果水管打了好几个死结,水流能大才怪。所以,真空过滤的第一关,不是泵够不够狠,而是管路设计够不够「直」。 长了、弯了、细了,都是罪魁祸首。
还有滤液系统的密封性。有一丁点漏气,真空度就像沙子里的水,悄无声息地溜走。我见过最夸张的,是排液管道上一个法兰垫片老化了,肉眼根本看不出来,但用手背靠近能感觉到凉飕飕的吸气。💡 建议定期用烟雾测试或超声检漏仪扫一遍,别等出了问题再抓瞎。
滤布选型:滤饼的「皮肤」比你想的娇贵
说到滤布,又是一个重灾区。很多采购只管材质和目数,什么丙纶、涤纶、锦纶,看着差不多就下单。可实际上呢?同样的材质,织法不一样,过滤效果能差出一个银河系。 无纺布、单丝、复丝……各有各的脾气。有些物料,比如高岭土,滤饼颗粒特细,一旦堵住复丝滤布的纹理,那就再也洗不出来了,再生都没用。只能眼睁睁看着过滤速度越来越低,最后整张布报废。
✅ 我比较推荐的一个做法是:先做布氏漏斗小试,再用便携式过滤机到现场做侧线试验。 千万别看着技术手册上的「理论通量」就拍板,那都是理想工况。真实料浆浓度一波动,滤饼厚度偏差1毫米,阻力就完全不一样。还有,滤布的毛细现象——有的人叫它“反渗”——也是含水率下不去的元凶之一。尤其长纤维滤布,过滤完了,真空断开,残液倒吸,滤饼又湿了一层。
问:为什么我用同样的真空度,不同厂家的滤布效果差那么多?
答:滤布除了材质,关键在于孔径分布和透气性。有些国产仿制滤布,孔径标称和进口一样,但实测标准差巨大,大孔漏料,小孔堵死。而且进口滤布往往做过硅油或氟化处理,脱饼容易,再生性好。如果你过滤的是黏性物料,那几块钱的差价真的不值当。
操作参数的「蝴蝶效应」:进料速度、滤饼厚度和真空度三角恋
操作工最爱干的事就是调阀门。一会儿嫌慢,把进料流量加大;一会儿想降低含水率,把真空度调高。可他们不知道,这三个参数是相互影响的,动一个,另外两个就得跟着变。有些人甚至把真空过滤机当成离心机在用,恨不得一分钟卸十次饼——结果呢?滤饼太薄,真空度根本没法建立,直接抽穿。 滤板上全是针眼大的气孔,液体没过去,气倒跑得欢。
说实话,找到最佳滤饼厚度是个手艺活。不同物料,有的能做到5毫米,有的必须超过15毫米才能成型。这就需要经验,或者有耐心的数据记录。我有一个比较“土”但有效的方法:在滤饼卸料后,用测温枪测一下滤饼表面温度。 如果局部温度明显低,说明该处真空吸力不足,可能滤板下有积液或堵塞。
问:我们厂过滤高浓度浆料时,真空度波动很大,泵都换过了还是不稳,还能查哪里?
答:你查过气液分离罐吗?很多真空度波动其实是排液不畅导致的。当罐内液位太高,没及时抽走,液体被真空吸入泵里,瞬间产生液击,真空度当然忽高忽低。建议检查排液泵的能力是否匹配,或者在分离罐上加装液位联锁,液位过高自动报警或加大排液。还有一个容易被忽视的点:滤液接收罐的排气口。如果排气口堵塞,罐内背压升高,也会反作用于真空系统。
另外,真空度并不是越高越好。对于一些可压缩性滤饼(比如某些食品胶体),高真空反而会压实滤饼,阻力剧增,滤速陡降。有时候适当降低真空度,保持一个疏松的滤饼结构,反倒能得到更高的平均通量。这有点反直觉,但确实是流变学上常见的现象。
总之,真空过滤看似是机械分离,实则离不开流体力学、界面化学甚至操作工的心理揣摩。💥 别指望一套设备一个参数吃遍天,物料稍有变化,就得重新摸索。那些运行得好的车间,无不是把细节抠到骨子里。
