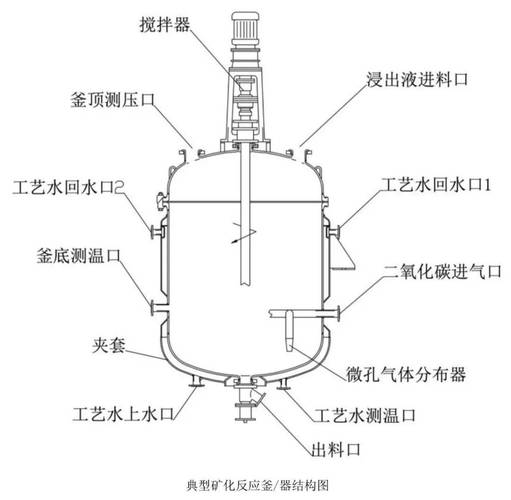
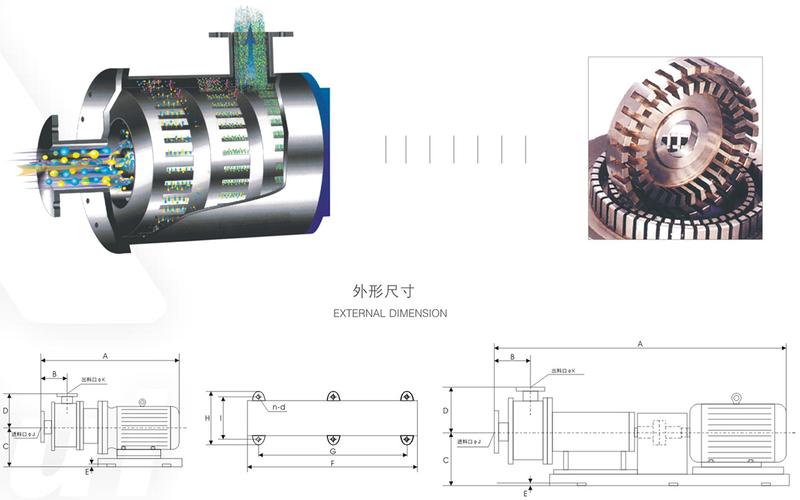
几年前我在一个化工厂做项目,老板指着那台三米高的搅拌釜说:”这玩意儿花了八十万,结果连个涂料都搅不匀。”八十万,搅不匀。你说气不气人?——这就是工业混合的现实:看着简单,选错设备就是无底洞。说实话,干这行十几年,类似的冤大头见多了。不过话说回来,真不是老板抠门,是这行水太深。 工业混合搅拌釜内部结构图 工业混合,到底在混什么? 工业混合,到底在混什么? 很多人以为混合就是把东西倒一起搅和。错。大错特错。你混的是液体?粉体?膏体?粘度是和水一样,还是像蜂蜜、牙膏?密度差多大?有没有热敏性?……这些不搞清楚,买设备就是赌博。我记得有次,一个做硅胶的客户,非要买高速分散机,结果胶料越搅越烫,直接固化在釜里,清理费就两万。你要是问他为啥不选行星搅拌机,他说:”那个贵啊。”对,贵,但总比报废强吧? 工业混合的核心,是传质和传热。让不同组分在空间上均匀分布,同时控制温度。常见的设备,比如桨叶式搅拌器,适合低粘度液体,结构简单,但死区大;螺带混合机,对粉体和中等粘度浆料友好;高剪切乳化机,瞬间打碎液滴,做乳液、悬浮液一流。还有静力混合器,管道里插一堆板片,流体经过就混好了,不用动密封,省心!——可别小看它,化工连续工艺里能省大钱。 问:混合不均匀最常见的原因是什么? 答:原因太多了,但排前二的:一是设备选型完全不看流变特性,比如用低剪切的桨叶去搅拌非牛顿流体,结果中心区域完全不动;二是加料顺序和速度没设计好。举个例子,做腻子粉,先把重钙粉倒进去,再一股脑喷水,那肯定结团。正确的做法是粉体边搅拌边喷洒液体,喷雾要细。还有个小窍门——有时候反过来,先加液体,再缓慢加粉,效果更好。所以,工艺试验绝对不能省! 选设备,这些参数是巨坑 销售嘴里的话,信一半都多。什么”功率大就行”?扯淡。关键看剪切速率和流场形态。同样30kW,高速圆盘分散机能把颜料打碎,但换成锚式搅拌器连流动性都保证不了。另外,转速不是越高越好——太高了,液面抽吸进气,反而混合变差,还产生气泡。选型必须问清楚:物料的最大粘度和密度,是否含固体颗粒,颗粒大小和硬度。还有材质兼容性,别让设备被腐蚀了还笑呵呵。 工业高剪切乳化机转子定子间隙示意图 前年展会,我看到一家国内厂家仿制某知名品牌的管线式乳化机,外形几乎一样。我拿游标卡尺量了一下转子定子间隙,比原版大了0.2毫米。就这0.2毫米,乳化效果天差地别。客户买回去,发现粒径始终下不去,还以为配方有问题。后来换上原装的定转子,立马达标。你说找谁说理去?所以说,关键部件的加工精度,肉眼看不出来,得实际测试。 问:怎么判断混合是否达到要求? 答:最直接是取样检测。液体看粘度、细度、悬浮性;粉体看堆积密度、粒径分布、微观形貌。有条件上在线粒度仪,实时监控。但很多小厂就靠老师傅拿刮板一刮,凭经验,”嗯,差不多了”。这怎么行?出了质量问题,最后都是成本。我建议至少初始验证要做透,比如多点取样,不同时间段取样,然后送第三方检测。稳定后,再固定工艺参数。别省那几个检测费。 维护与升级,别等停线了才哭 维护与升级,别等停线了才哭 混合设备要是突然罢工,生产线就瘫了。可是老板们最喜欢干的事,就是无视保养。轴承缺油嘎嘎响了,等;密封漏了滴几滴,等;皮带松了打滑,等。等到哪天一声闷响,轴断了,一查,齿轮箱油泥糊死——好嘛,停机三天,损失十几万。早换一桶润滑油才多少钱?防患于未然啊。 有个案例:锂电池浆料混合机,因为负压吸料,密封圈磨损后,外部粉尘吸入污染浆料,造成电池批次报废。后来改成双端面机械密封带气封锁,才彻底解决问题。这种升级,花小钱避大坑,值得。另外,现在都在推预测性维护,加装振动传感器、温度探头,数据上云。振动频谱一分析,能提前一个月预知轴承磨损。这才是干工业该有的样子。 说到底,工业混合这门活儿,不简单。别让一台搅拌器拖垮你的生产线。下次再遇到混不好,别光怀疑配方,瞅瞅你的设备吧。