干了二十年车工,死在车刀上的人比机床还多。真的。
你猜我第一次崩刀是什么时候?学徒第三天。师傅扔过来一把焊接刀,45钢粗车,我装刀的时候手抖,刀尖比中心高了两毫米——就这两毫米,刀尖直接扎进工件,工件飞了,刀碎了,差点崩我脸上。那声巨响,现在想起来还耳鸣。
所以啊,车刀这玩意儿,看着简单,其实比老婆还难伺候。
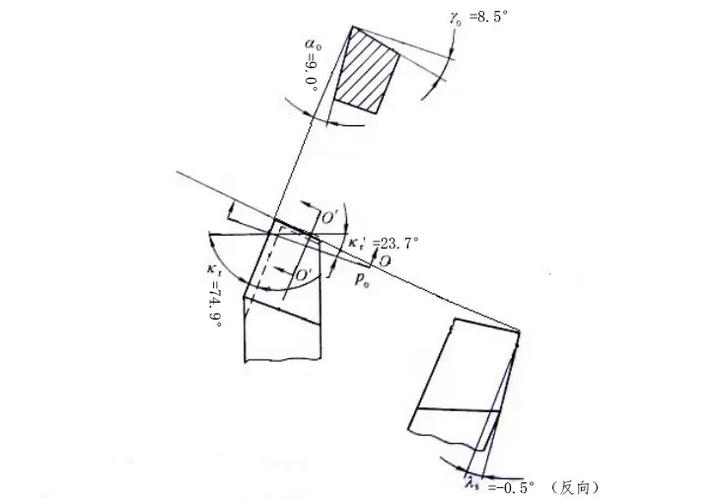
几何角度:差一度,天上地下
别跟我提教科书那套前角后角主偏角刃倾角。说人话就是:前角决定刀刃利不利,后角防止刀背蹭工件,主偏角管径向力大小,刃倾角管排屑方向。
有一回我车一个细长轴,L/D超过20,装刀的时候偷懒,主偏角用了90度的。结果呢?径向力太大,工件直接弯了,跟面条似的。换成75度主偏角,轴向力上来了,径向力小了,立刻稳如狗。
还有刃倾角。负刃倾角切削时铁屑往已加工表面跑,正刃倾角往待加工表面跑。精车的时候你用负刃倾角试试?铁屑拉毛已加工表面,粗糙度直接飞到天上去。必须用正刃倾角,铁屑朝前喷,表面才亮。
但正刃倾角也有恶心的:粗车的时候,铁屑往前飞,烫得你胳膊全是泡。所以我夏天粗车时恨不得穿长袖,还得在刀架上捆块铁皮挡屑。
哎,说起来都是泪。
材质:粉末冶金还是整体硬质合金?
现在市面上涂层刀片满天飞,什么TiN、TiCN、Al2O3,金光闪闪。但你知道吗?涂层刀片最怕冲击。你拿去车锻件毛坯,黑皮一啃,刀尖立马崩缺。这时候还不如用普通硬质合金,比如YG8,韧性好,虽然磨损快,但起码不崩。
前年厂里接了一批不锈钢活,316L。我用涂层刀片,切削速度提到120m/min,结果十分钟刀片就沟槽磨损,表面拉毛。后来换了金属陶瓷刀片,寿命直接翻了三倍——但是!金属陶瓷脆啊,你不能断续切削,一敲就碎。所以得看活儿下刀。
还有CBN。加工淬硬钢确实猛,HRC60跟切豆腐似的。但一台床子刚保养完,刀塔定位精度没调好,CBN上去直接崩刃,两百块一片,啪,没了。心疼得我那天午饭都没吃。
断屑槽:不起眼,要命

很多人选刀片只看材质和涂层,断屑槽随便选。那就是找死。车削时断不了屑,铁屑缠成一条长龙,缠刀、缠工件、缠卡盘——你伸手去拽?绝对绞掉手指。有经验的都拿铁钩子钩。
粗车大余量,必须用大开距断屑槽,容屑空间大,让铁屑卷成“C”形折断。精车小切深,要用小槽宽,否则铁屑根本卷不起来,变成带状。我一次精车一个薄壁件,用了粗车的槽型,结果铁屑不断,挤在工件和刀之间,把壁厚挤变形了。全部报废。老板差点把我开了。
还有切槽刀。切槽时切屑两侧受限,更容易堵。必须用带凸点的断屑台,强迫铁屑往内卷。否则你就听吧——“嘎嘣”一声,刀片断在槽里,工件也废了。❗
槽型选对了,铁屑完美成“6”字形,那声音,悦耳!
问:为什么我车出来的表面粗糙度总是不达标?
答:八成是刀尖圆弧半径的问题,还有切削参数。精车必须用大的刀尖圆弧,比如R0.8或R1.2,并且进给量放小,0.05mm/r以下。另外注意积屑瘤——低速切削塑性材料时,刀刃上粘一小块金属,反复代替刀刃切削,粗糙度贼差。提高切削速度,或者用涂层刀片,减少摩擦,就能消掉积屑瘤。有时候加点切削油立竿见影。
问:车刀磨损快,怎么判断是正常磨损还是非正常?
答:正常后刀面磨损会是均匀的一条磨损带,宽度慢慢变大。如果出现严重的月牙洼、崩刃、热裂纹,那就是不正常。月牙洼是切削温度太高,适当降低切削速度或者换耐热牌号。崩刃可能是材质太脆,或者切削深度变化太剧烈。热裂纹是冷却液断续供应导致,要么一直开,要么不开,别一会儿浇一会儿停。💡
说实话,这么多年,我感觉车刀这东西,一半靠理论,一半靠试。你光看书,总觉得“前角后角”就那么回事。真到床上干,声音不对,铁屑颜色不对,立马就知道:参数得调。
铁屑颜色发蓝,温度高了;发白,太高了;棕黄色,合适。铁屑形状碎成渣,切削力大,可能前角太小或者刀钝了。这些经验,都是无数次烧刀、崩刀、报废工件买来的。
还有,千万别迷信进口刀片。国产的株钻、自贡硬质合金,现在也不差。特别是做批量,成本差距巨大。有人说进口寿命长,但贵五倍,寿命长三倍,算下来还是贵。除非你是无人化产线,需要超长刀寿,否则普通活儿真没必要。不过话说回来,某些高硬材料,小日本的住友CBN确实比国产稳定,不得不服。
最后说一句:车床操作,安全第一。装刀时刀垫要擦干净,锁紧螺丝要用加力杆打紧,别怕费劲。我见过一个工友,刀没锁紧,粗车时刀片窜出来,把防护门打个窟窿,他当场吓傻。万幸人没事。
好了,今天的碎碎念就到这儿。都是真心话。✅