第一次摸到无损检测探头,是十五年前在江南一家小厂。师傅让我检测一条焊缝,我愣是把耦合剂涂得满手都是,屏幕上的波形跳得像心电图,完全看不懂。师傅叼着烟,眯眼说:“小子,这行当,眼睛得长在超声波上。”
说实话,传统超声检测(UT)真的遭罪。一个探头来回磨,波形靠人脑记,缺陷定性全凭经验。特别是遇到厚壁压力容器,一遍扫下来,胳膊酸得抬不起来,记录纸上画满了只有自己看得懂的草图。❗
不过话说回来,这些年工业制造对缺陷容忍度越来越低,尤其核电、航空航天领域,传统UT的局限性凸显。漏检?那就是事故。错判?那就是返工,成本谁担?
直到相控阵超声检测(PAUT)大规模普及,我才觉得这行终于从“手工业”跨进了“数字时代”。
”💡 相控阵超声到底是个什么鬼?
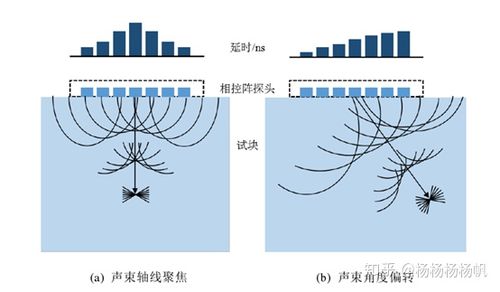
简单讲,它就是把几十甚至上百个小晶片做到一个探头里,每个晶片独立激发、独立接收。通过控制每个晶片发射超声波的延迟时间,就能让声束偏转、聚焦,像手电筒一样在工件里扫来扫去。不用再像以前那样,探头来回撸,一个角度测完再换角度。效率高得离谱。但这玩意儿刚上手,我自己都差点被那些参数绕晕。声速校准、延迟校准、编码器同步……稍微搞错一个,图像上就冒出“伪缺陷”,把人吓得冷汗直冒。😂
有一次检测一根加氢反应器的接管焊缝,壁厚180mm,不锈钢堆焊层。常规UT根本啃不动,声束散射严重。我们上了PAUT,设置了一个扇形扫查,从35°到75°全覆盖。结果在热影响区发现了一串密集的针孔状缺陷,深度定位精度达到±0.5mm。我当时盯着那个B扫描图像,既兴奋又后怕——这要是漏过去,高温高压下运行,后果不堪设想。这就是相控阵的魅力,把不可见的内部结构活生生剖给你看。
❓ QA:是不是买了高级设备就万事大吉?
问:听说相控阵超声仪器很智能,一键就能出结果,对操作人员要求就低了?
答:错得离谱!设备越智能,对操作者的理论功底要求反而越高。你总得明白声束聚焦法则吧?得懂材料各向异性对声速的影响吧?否则,扫出来的图全是假信号,你还以为找到了大缺陷。我见过有人用PAUT检测复合材料,没校正声速,把层间界面当成了分层缺陷,差点让整个批次报废。说实话,这行最怕“半桶水”。
还有一个典型的坑,就是耦合。很多人以为相控阵探头不用怎么管耦合,因为一次扫查面积大。但恰恰因为面积大,容易有局部耦合不良,信号衰减特别有规律,很容易被误读。我现在的习惯是,每次检测前,必做声束传播路径模拟,用软件跑一遍,确认没有栅瓣干扰。并且,编码器必须配重和耦合检查,不然C扫描图像出来,坐标偏了,再漂亮也没用。
🔧 实战:从航空锻件到在役管道,我拿PAUT做了什么
去年我们接了一个项目,检测一批航空发动机钛合金锻件,要求近表面1mm以内缺陷不超标。常规UT近表面分辨力烂得一批,盲区至少2-3mm。我们用了双晶相控阵探头,加延迟块,聚焦在距表面0.5mm深度,配上高频7.5MHz。结果揪出来好几个0.3mm当量的小夹杂。客户当场竖大拇指。但说实话,调那个聚焦法则,我们团队三个人折腾了两天,试块切了七八块,才拿到理想的分辨率。

还有在役管道的腐蚀检测。管道外壁生锈,内部高温介质,常规方法要扒保温层、打磨,工作量巨大。我们用柔性相控阵探头,贴合管壁,配上爬波声束,能检测出腐蚀坑的深度和面积,而且不需要彻底打磨。有个化工厂的蒸汽管线,我们扫出来局部减薄达到壁厚的40%,他们维修经理脸都绿了。哈哈哈,其实这种案例对我们来说,是最好的广告。
不过,也遇到过头疼的事。焊缝中的横向裂纹,声束正好平行于裂纹面,反射信号极弱,PAUT也容易漏。这时必须加做衍射时差法(TOFD)或者结合涡流检测。没有任何一种技术能包打天下,真的。
📌 QA:PAUT和TOFD到底怎么选?
问:我常听人说PAUT能替代TOFD,是这样吗?
答:不是替代,是互补。TOFD对裂纹端点衍射信号敏感,定深度特别准,尤其对垂直裂纹,但近表面盲区大。PAUT能扫查整个体积,成像直观,对面积型缺陷灵敏度高,但对垂直裂纹有时会漏。所以现在很多标准,比如ASME,推荐二者组合使用。我一般先用PAUT做快速扇形扫查,发现可疑信号再用TOFD精确定深,然后拿RT(射线)做个参照,虽然现在很少用射线了,但有时候客户要求书面证据嘛。总之,别偷懒,该组合就组合。
⚙️ 未来已来:智能分析会取代人吗?
最近一两年,基于深度学习的缺陷自动识别软件冒出来不少。上次去北京的一个装备展,看到有厂家演示,把PAUT的S扫描图像喂给AI,不到一秒就标出缺陷位置和类型,还自动评了级。我当时心里一沉,心想我们这些老家伙是不是要失业了?但仔细玩了几次,发现它对有噪声或复杂结构的数据,误判率不低。比如焊缝根部几何反射,AI经常认成未焊透。所以,目前还得靠人眼和经验复核。不过趋势明显,操作傻瓜化是必然,但对工艺和原理的理解,永远不会过时。
说个题外话,我现在招新人,不看学历,先问有没有亲手磨过试块,因为那是理解声学耦合的开端。另外,去年我们引进了一台全聚焦(TFM)成像系统,那分辨率,真是毫发毕现,连晶粒边界都能看到!可代价是数据量巨大,一个焊缝扫下来几个G,存储和传输都麻烦。技术更新太快,追得累啊。
最后啰嗦一句:无损检测这活儿,不是按几下按钮的事。它是材料、声学、机械、电子、编程交织在一起的硬功夫。你若真有心想深耕,建议从经典的超声物理开始啃,别急着上手那些花里胡哨的功能。否则,设备再牛,你也只是个按键工,对吧?