干了二十多年检测,我仍然记得第一次独立操作超声波探伤仪时的窘迫——明明按步骤校准了,屏幕上却出现一堆鬼画符似的杂波,我对着标准试块反复敲打,怀疑人生。后来发现,不过是耦合剂里混进了一个气泡。这种小细节毁掉整个检测结果的事,实在太多了。今天不扯虚的,就聊聊那些书本上不爱写、但现场天天碰到的超声波检测破事儿,以及一些让我惊喜的新玩法。
原理是死的,人是活的——重新理解声束
说超声波检测,原理无非就是高频声波在材料里传播,遇到界面就反射。可现实呢?有一次检测一根粗轴,我按常规选了直探头,结果靠近表面的一个微小裂纹死活找不到。后来换成双晶探头,立刻就跳出了刺眼的缺陷波。为什么?因为近场区的干涉把人耍了。直探头在近场区声压起伏剧烈,小缺陷反而可能被淹没。课本上写是写了,但没经历过的人根本不会信。这种懊恼,相信不少同行都有过。
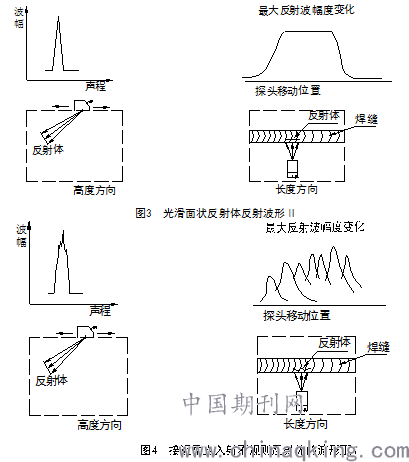
还有一次,检测焊缝时,屏幕上在根部位置出现一个矮波,我差点判为未焊透。但波幅不高不低,波形有点毛糙——直觉不对。拆开一看,原来是根部打底焊道和填充层之间的小夹渣。如果生搬硬套“波幅超过定量线就判废”,就漏检了。说实话,超声波检测是半艺术,你得会看波形的“表情”。对吧?机器只给你数字,但人得读懂背后的物理。
耦合剂那点事,别不当回事
我见过最离谱的现场:有人用机油当耦合剂,检测高温锻件,结果油一冒烟,声束全散射了,屏幕上白茫茫一片。还跟我抱怨仪器坏了。哎!耦合剂的选择和温度匹配,是常识,但常识往往最容易被忽略。对于粗糙表面,我通常会随身带一罐高粘度凝胶,甚至偶尔用软橡胶垫片做干耦合——尤其在垂直面或者仰焊位置检测时,能救命。
说到温度,很多人不知道,普通探头超过60°C就可能永久损坏。我有次在钢厂现场,急着测一个刚从炉子里出来的铸件,仗着有高温耦合剂就上,结果探头内部晶片脱胶,信号时有时无,差点误判。后来学乖了,买专用高温探头,而且每测几分钟就用测温枪检查一下。这行,就是得敬畏材料,敬畏设备。
新技术的甜头与陷阱
近几年超声相控阵技术算是普及了,我以前是排斥的,觉得传统单晶片探头够用。但后来一个不锈钢焊缝项目,粗晶材料让常规超声信噪比极差,相控阵一上,扇形扫查把缺陷立体成像出来,清晰得让人惊叹!真是科技改变固执。不过话说回来,相控阵也不是万能药。它的设置复杂度是个大坑。我亲眼见新人直接调用设备内置的聚焦法则,结果声束偏转角算错,把几何反射当成缺陷,差点造成报废。任何先进工具,底层逻辑还是那套物理定律。
问:超声波检测前,仪器校准到底要做到多精确?能省事吗?
答:绝对不能省!我习惯每次开机都做声速和零点校准,哪怕同一块试块昨天刚用过。温度变化、探头磨损都会让零点漂移。有一次我偷懒没校准,结果发现的缺陷深度差了2毫米,差点放过了超标缺陷。记住:用CSK-IA试块调完,最好再用对比试块验证一下灵敏度。多花五分钟,省下的是几十万的返工费。
问:遇到粗晶材料,信噪比太低怎么破?
答:我的第一个建议是降低频率,试试1MHz甚至0.5MHz的探头,虽然分辨力差些,但穿透和信噪比好。第二招是用宽带窄脉冲探头,再配上信号平均处理功能。如果还不行,相控阵的动态聚焦确实能改善。不过最变态的情况,比如厚壁铸铁,我们最后用了金属磁记忆和超声相结合的互补检测。别在一棵树上吊死。
问:有没有什么小技巧可以快速判断探头是否老化?
答:拿探头在IIW标准试块的R100圆弧面上滑动,观察始波后的杂波。性能好的探头杂波干净,老化后会出现很多草状杂波。另外,用同一个探头测试固定距离的波幅,如果比历史记录持续下降超过6dB,就要考虑更换了。这些都是烧钱烧出来的经验。
写完这些,窗外车间里又响起了探伤仪的滴滴声。超声波检测这个领域,永远有学不完的新问题,也永远有让你突然茅塞顿开的瞬间。它不浪漫,但足够真实。如果你也在现场被某个波形折磨过,欢迎在评论区聊聊——别让我一个人觉得憋屈。💡