干了十几年生产管理,最怕听到的一句话是——“计划又变了”。
上周三上午,销售老李冲进办公室,说有个大客户要插单,三天后交货。我看了眼排程表,密密麻麻的工序,几台设备已经满负荷跑到下周五。当时心里就两个字:完了。但嘴上还得说“我看看怎么调”。
这就是生产调度的日常。不是理论课上的甘特图,不是教科书里的线性规划,是活生生的人仰马翻。说实话,很多工厂的调度员比天气预报还不靠谱——因为变量实在太多。设备突然趴窝、物料迟迟不到、工人请假、质检退回……随便一个意外就能把排好的计划撕成废纸。
不过,乱归乱,这么多年我也摸出了一些门道。今天不扯虚的,就聊聊生产调度这摊子事儿,怎么在不确定里找确定。
别迷信算法,先看清你的“物流网格”
很多企业一谈生产调度,张口就是遗传算法、模拟退火,好像不上点人工智能就显不出水平。但我在三个不同类型工厂待过,最深的体会是:调度问题,七分在布局,三分靠计算。如果你的车间物流本身是一团乱麻,再聪明的算法也白搭。
什么是物流网格?我自己的定义:物料从一个工序到下一个工序的流动路径、缓冲区的容量、搬运设备的节拍,这些要素构成的物理网络。举个例子,宁波有个注塑厂,机台摆得跟迷宫似的,模具要从东头运到西头,又绕回中间,光搬运时间就占了一个班次的15%。这种情况下你拼命优化排产,能挤出多少效益?可能还不如重新画一下设备布局图来得快。
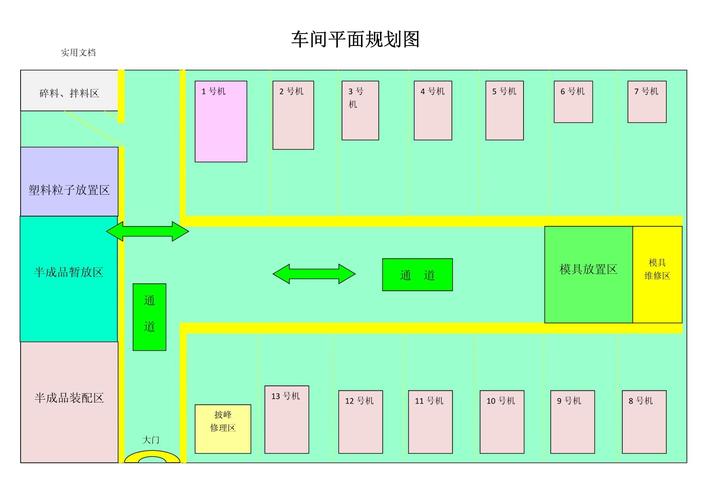
✅ 一个实用的做法:先画一张“流动强度图”——统计一段时间内各工序间的物料转移次数,用线条粗细表示流量。然后调整设备位置,让粗线条尽可能短。这个土办法比很多APS软件都好使,因为它解决的是结构性问题。结构对了,调度才有优化的空间。
当然,这不是说算法没用。如果你已经是一个单元化产线,物流很顺,那确实可以玩精细化排程。
插单!插单!永远的痛
插单是生产调度绕不开的魔咒。我见过一家做连接器的工厂,每天平均接到3个临时订单,全靠计划员拿着Excel表来回改,改到后面自己都忘了哪版是最新的。结果产线经常做错批次,因为拿到的还是昨天下午的排程单。
后来我们搞了一套“冻结期+柔性区间”的机制。说白了:把短期计划锁死,留出中长期弹性。比如,未来24小时的排产绝对不动,即使老板来电话也不改——这需要提前和销售、高层达成一致,强势一点。24-72小时属于锁定缓冲,插单可以挤进去但必须评估影响;72小时以后则是自由区,怎么调都行。这么搞了三个月,插单导致的停机改换次数下降了至少四成。
问:插单到底怎么评估能不能接?
答:看三个点。第一,这个订单的毛利够不够覆盖切换成本?很多时候销售人员不管这些,得用数据说话。第二,关键瓶颈资源的可用时间——翻一下瓶颈工序的负荷表,如果已经超负荷20%以上,果断拒绝或协商交期。第三,有没有可替代的工艺路线,比如外协或换一台设备?有时候稍微变动一下工艺就能插进去。记住,不要每单都答应,否者调度权威尽失。
问:小批量多品种的工厂,调度难在哪里?
答:难在换型时间是个黑洞。我曾经在一家做液压阀块的厂,几十种规格,每换一次型号至少两个小时,而批量往往就十几个件。结果设备稼动率惨不忍睹。后来我们强制推行成组技术,把工艺相似的零件归族,就算订单来的时间不一样,也尽量合并到一个时段加工。这样换型次数减少,虽然某些订单看起来延误了半天,但整体产出反而提升了。调度不能只看单个订单的急不急,要看整个系统的流动速度。
APS系统:上得好是神器,上不好是烧钱
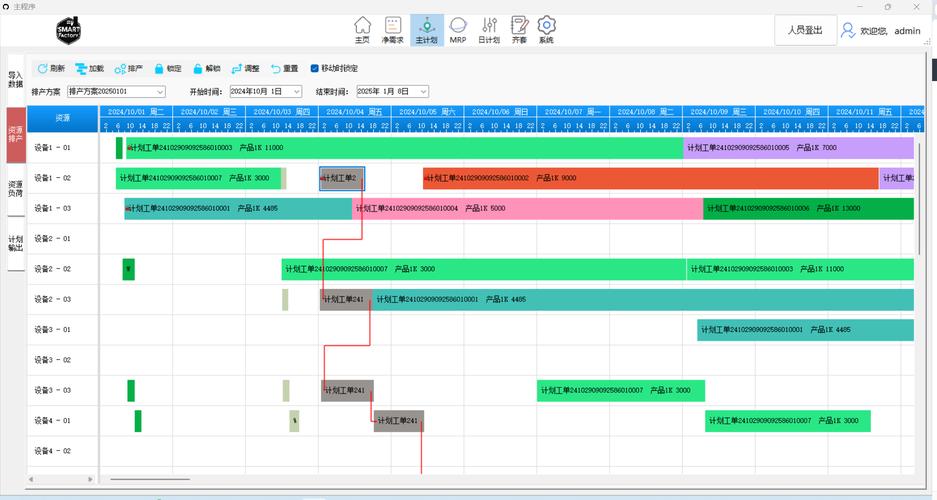
近几年APS(高级计划与排程系统)特别火,好像买了就能解决一切问题。我亲手主导过两次APS选型,一次成功一次失败。成功的经验很朴素:先整理数据,再上系统。工艺路线、标准工时、设备能力、模具寿命……这些基础数据必须准确,否则算法跑出来的就是垃圾。那次失败就是因为工厂连基本的工序汇报都乱糟糟,系统排出来没人信,最后束之高阁。
❗ 一个血的教训:不要期望APS完全替代调度员。人机结合才是正道。系统负责快速计算、模拟推演、给出建议,人负责处理异常、协调矛盾、做最终决策。现在很多APS都可以实时接收MES的报工数据,动态调整,这一点特别棒。遇到设备故障,几分钟就能重新生成一个可行的计划,以前我们手动调要半天。
不过话说回来,再好的系统也需要调度员有逻辑思维。我招调度员,第一看沟通能力,第二看数据敏感性,第三才看会不会用软件。因为调度本质上是协调资源,是人跟人打交道。
还有一点,别忽视排程的可视化。车间现场放一个大屏幕,实时显示每个工位的任务、进度、异常预警,整个团队才有共同的目标感。很多扯皮就是因为信息不同步。
最后,生产调度没有银弹。它是一个不断妥协、不断调整的过程。有时候你绞尽脑汁优化了8小时完工的订单,结果因为原材料问题还是延迟了,那种挫败感……但你得接受这种不完美。只要整体交期达成率在往上走,库存周转在加快,就算对得起这份工作。
💡 给同行一个建议:每周花两个小时,坐在生产线旁边观察实际流动,比看一百份报表都有用。许多调度上的小创意,就是这么蹲出来的。