2026-05-31 08:56:38 作者:网编
分类:文章
干了十几年无损检测,我最怕听到的一句话就是:“表面看着挺好,怎么一上磁粉就全是裂纹?” 这种“惊喜”实在让人心脏受不了。磁粉检测,这四个字说来简单,但真要把它吃透,里面的道道深着呢。
问:磁粉检测到底是个啥?跟超声波、射线比有啥不一样?
答:简单讲,就是利用铁磁性材料被磁化后,缺陷处漏磁场吸附磁粉形成磁痕,从而显示表面和近表面不连续性的无损检测方法。跟超声波比,它对表面裂纹敏感得多;跟射线比,它没辐射、成本低,还快——但只能查浅层,深埋缺陷它够不着。所以,关键零件加工后、焊接坡口、热处理后,我们必上磁粉,就为揪出那些肉眼看不见的起裂。
磁化那道坎:不是通上电就行
磁粉检测最要命的环节,就是磁化。你以为把电极往工件上一夹,踩下开关就完事了? 方向搞错,裂纹照样漏掉。 我记得有一次,一批轴类零件做完磁粉显示全合格,结果装机后崩断——后来一查,是周向裂纹,而我们当时只做了纵向磁化。气到拍桌子!
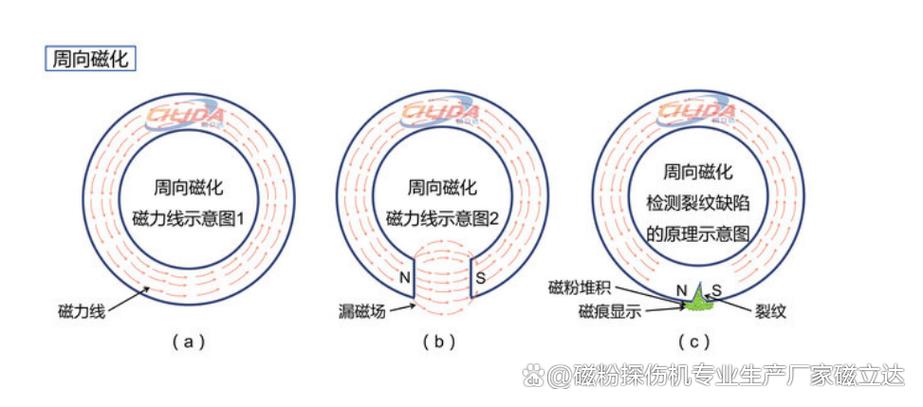
周向磁化主要用于发现轴向缺陷,比如用直接通电法、穿棒法;纵向磁化则靠线圈或磁轭,主要查径向缺陷。实际检测中,两个方向都得做,除非你百分之百确定缺陷走向。很多人偷懒,只做一个方向——侥幸心理要不得。
更坑的是复合磁化,看似同时进行节省时间,但相位差没调好,合成磁场方向偏了,灵敏度直接打折扣。所以每次用复合磁场,我一定会先拿试片校验,亲眼看见人工缺陷显示全了,才放行。
 磁粉检测复合磁化设备操作示意图
💡 一个贴心提示:磁化电流的峰值和有效值别傻傻分不清。用交流磁化时,计算要用峰值;直流则讲究充磁到饱和。参数设定错,磁场强度不足,细小裂纹根本浮不出来。
磁粉检测复合磁化设备操作示意图
💡 一个贴心提示:磁化电流的峰值和有效值别傻傻分不清。用交流磁化时,计算要用峰值;直流则讲究充磁到饱和。参数设定错,磁场强度不足,细小裂纹根本浮不出来。
磁粉与载液:选错了哭都来不及
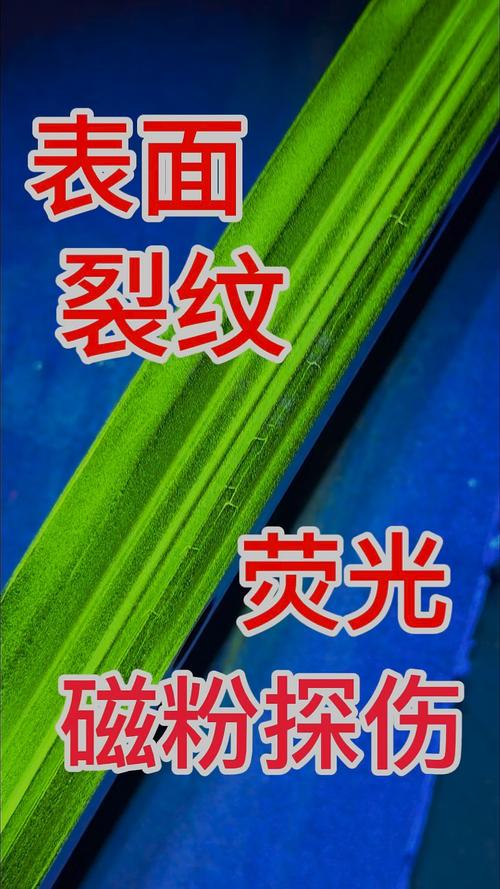
磁粉看上去像铁锈末子,但讲究大了。荧光磁粉灵敏度高,但必须在暗室紫外灯下观察,现场光线漏一点就前功尽弃;非荧光磁粉(黑磁粉、红磁粉)适合普通光照,对比度要够。我曾在露天场地用荧光法,阳光斜射进来,操作员愣是把一条 5mm 的裂纹看漏了——交学费啊!
湿法和干法的选择,得看工件状况。 湿法用载液(油或水基)悬浮磁粉,流动性好,适合光滑表面和较小缺陷;干法直接喷粉,适合粗糙表面或高温工件,但灵敏度稍低。有个同行嫌弃湿法清理麻烦,全用干法,结果轴承滚道上的疲劳点蚀半天不显示,最后拆检才发现早裂了一片。
问:油基载液和水基载液,到底怎么选?
答:油基载液荧光效果好,防锈,但易燃,清理费劲;水基载液清洁方便、不燃,但用水基一定要加防锈剂和润湿剂,否则工件锈蚀、磁粉悬浮差。我们厂精密件一律用水基+防锈剂,铸锻件毛坯就用油基,兼顾经济和效果。
 荧光磁粉检测暗室中裂纹显示细节
别忽略载液的浓度检查。有段时间新来的质检员配比随意,磁粉沉底结块,磁痕信号弱得像鬼影。✅ 推荐每班开工前用梨形管测一次沉淀浓度,误差别超±0.2ml/100ml。
荧光磁粉检测暗室中裂纹显示细节
别忽略载液的浓度检查。有段时间新来的质检员配比随意,磁粉沉底结块,磁痕信号弱得像鬼影。✅ 推荐每班开工前用梨形管测一次沉淀浓度,误差别超±0.2ml/100ml。
实战中那些让你怀疑人生的细节
 实战中那些让你怀疑人生的细节
细节控才能活下来。光照度够不够?磁粉检测验表面,白光照度至少1000 lx,荧光法紫外灯辐照度须达1000 μW/cm²以上。很多老车间灯管老化,照度掉到一半还不换,活该漏检。
退磁——不说可能忘了,不说真会出事。工件检完带磁,后续加工时吸附铁屑,磨损刀具还算轻的;要是装配到航空仪表里,那直接是一场灾难。有次供方送来一批磁粉检测后的轴,退磁不到位,我们装配线上精密轴瓦拉出一道道划痕。从那以后,来料必用特斯拉计检测剩磁,≤2Gs 才入库。❗记牢了。
清洗步骤也不能马虎。磁粉残留在盲孔、螺纹里,会诱发腐蚀或影响尺寸。特别是荧光磁粉,残留很难用肉眼发现,得用内窥镜复查关键区域。
问:磁粉检测能发现多深、多宽的缺陷?
答:理论上开口缺陷宽度 0.1μm、深度几十微米就能显示,但实际受工件表面粗糙度、磁化规范影响。我们内部标准:能稳定检出 0.1mm 长、10μm 开口表面裂纹就算合格。近表面缺陷深了不行,一般距表面 1-2mm 以内的气孔、夹渣还可能露点痕迹,再深基本没戏。
伪显示和真缺陷的辨别,靠经验攒。 磁粉堆积有时是截面突变、冷作硬化引起的漏磁场,别急着判废。拿放大镜看,真裂纹磁痕尖锐、清晰,重复性好;伪显示往往松散、模糊。模棱两可时,研磨一点抛光再重新检测——花时间,但安心。
我入行时一老师傅说过:“干磁粉,三分靠设备,七分靠人。” 当时不服,现在服了。标准是死的,操作是活的。安放电极的接触压力、喷粉的角度、观察时手的晃动,都会影响结果。💡 所以永远要质疑你看到的“合格”,再复验一次,可能故事就反转了。
最后,别指望靠磁粉检测包打天下。它检不了奥氏体不锈钢,检不了太深的内部缺陷,检不了非铁磁材料。理解它的边界,比什么都重要。
实战中那些让你怀疑人生的细节
细节控才能活下来。光照度够不够?磁粉检测验表面,白光照度至少1000 lx,荧光法紫外灯辐照度须达1000 μW/cm²以上。很多老车间灯管老化,照度掉到一半还不换,活该漏检。
退磁——不说可能忘了,不说真会出事。工件检完带磁,后续加工时吸附铁屑,磨损刀具还算轻的;要是装配到航空仪表里,那直接是一场灾难。有次供方送来一批磁粉检测后的轴,退磁不到位,我们装配线上精密轴瓦拉出一道道划痕。从那以后,来料必用特斯拉计检测剩磁,≤2Gs 才入库。❗记牢了。
清洗步骤也不能马虎。磁粉残留在盲孔、螺纹里,会诱发腐蚀或影响尺寸。特别是荧光磁粉,残留很难用肉眼发现,得用内窥镜复查关键区域。
问:磁粉检测能发现多深、多宽的缺陷?
答:理论上开口缺陷宽度 0.1μm、深度几十微米就能显示,但实际受工件表面粗糙度、磁化规范影响。我们内部标准:能稳定检出 0.1mm 长、10μm 开口表面裂纹就算合格。近表面缺陷深了不行,一般距表面 1-2mm 以内的气孔、夹渣还可能露点痕迹,再深基本没戏。
伪显示和真缺陷的辨别,靠经验攒。 磁粉堆积有时是截面突变、冷作硬化引起的漏磁场,别急着判废。拿放大镜看,真裂纹磁痕尖锐、清晰,重复性好;伪显示往往松散、模糊。模棱两可时,研磨一点抛光再重新检测——花时间,但安心。
我入行时一老师傅说过:“干磁粉,三分靠设备,七分靠人。” 当时不服,现在服了。标准是死的,操作是活的。安放电极的接触压力、喷粉的角度、观察时手的晃动,都会影响结果。💡 所以永远要质疑你看到的“合格”,再复验一次,可能故事就反转了。
最后,别指望靠磁粉检测包打天下。它检不了奥氏体不锈钢,检不了太深的内部缺陷,检不了非铁磁材料。理解它的边界,比什么都重要。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:磁粉检测:别让表面缺陷毁了你的整批工件
文章链接:https://www.zystgy.cn/a/51553