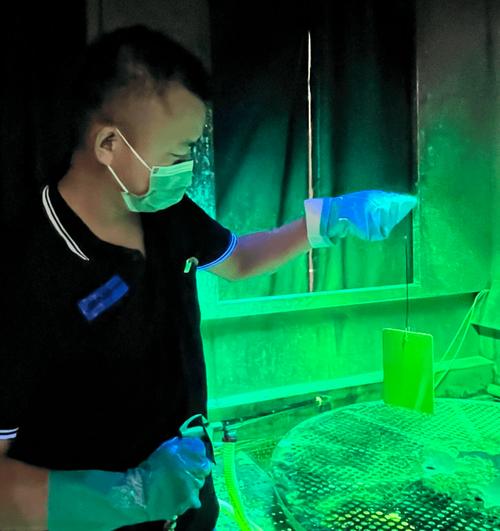
做机械检测二十年,最让我后背发凉的一次,是差点放走了一条2毫米的裂纹。那天一批高压阀门铸件准备出厂,外观检查都正常,尺寸也没问题。要不是我多看了一眼荧光灯下的那个暗点……可能现在就没机会在这儿写字了。那条裂纹藏在螺纹根部,肉眼根本看不见,像根头发丝嵌在铁里。后来用渗透检测复验,荧光显示刺眼得吓人——整整一条红色裂缝在紫外光下张牙舞爪。要是装到管线上,高温高压一冲击,后果不敢想。说实话,从那以后,我对渗透检测的态度从“例行公事”变成了“救命稻草”。
渗透检测的基本原理:从毛细现象说起
原理其实很简单,简单到让人容易轻视它。把一种带染料的液体(渗透剂)涂在零件表面,如果存在开口缺陷,液体就会像墨水渗进纸缝一样,被“吸”进去。这就是毛细作用。清理掉表面多余的液体后,再涂上一层显像剂——它像海绵一样把缺陷里的渗透剂“吸”出来,在表面形成放大的显示。整个过程就是液体进进出出的游戏,对吧?但是!细节不到位,结果就废了。比如渗透温度没控制好,冬天在车间里冻得跟冰棍似的,渗透剂黏度变大,毛细力根本推不动它进入窄缝。夏天又太稀,挂不住。我见过一次,学徒把加热灯对着零件烤,结果渗透剂瞬间挥发,表面干了,里面压根没进。检测显示一片干净,其实缺陷全漏了。气得我摔了记录板。
操作步骤:简单四步?才怪!
手册上常写四个步骤:预清洗、渗透、去除、显像。但每一个环节都是坑。预清洗如果不彻底,油污堵塞开口,渗透剂根本进不去。我们单位规定,清洗后必须用白布擦拭,再在紫外灯下检查油迹残留。就这,还有人偷懒。渗透时间更是玄学,标准说5到60分钟,新手就按最低的来。可微裂纹需要更久,有时候我宁肯让它泡一夜。去除多余渗透剂是最见功力的——必须把表面的擦干净,又不能把缺陷里的洗出来。水洗型渗透剂还好,溶剂去除型简直是要命,棉布蘸多了溶剂,一抹过去,缺陷里的渗透剂也被吸走一半。我们开玩笑叫它“薛定谔的去除”,不到显像那步,你永远不知道是不是搞砸了。显像剂喷涂也要均匀,太厚把细小显示盖住,太薄又吸不出渗透剂。唉,每当我看到新检验员手忙脚乱,就想起自己当年的狼狈样。
常见问题与误区:新手必看
说到这儿,干脆直接来几个常见问题,省得你们再踩一遍我的脚印。
问:渗透检测能发现所有类型的缺陷吗?
答:不能!它只能发现表面开口缺陷,比如裂纹、折叠、气孔露出表面的。要是缺陷在内部或没有开口,渗透剂根本进不去,得用超声波或射线。很多人以为无损检测之间都一样,其实各有各的地盘。渗透检测对非铁磁性材料(比如不锈钢、铝合金)的开口缺陷特别有效,因为磁粉检测用不上。不过话说回来,对于极细的疲劳裂纹,有时候渗透检测比磁粉还灵敏,前提是操作得当。
问:荧光法和着色法怎么选?我厂里只有着色渗透剂,够用吗?
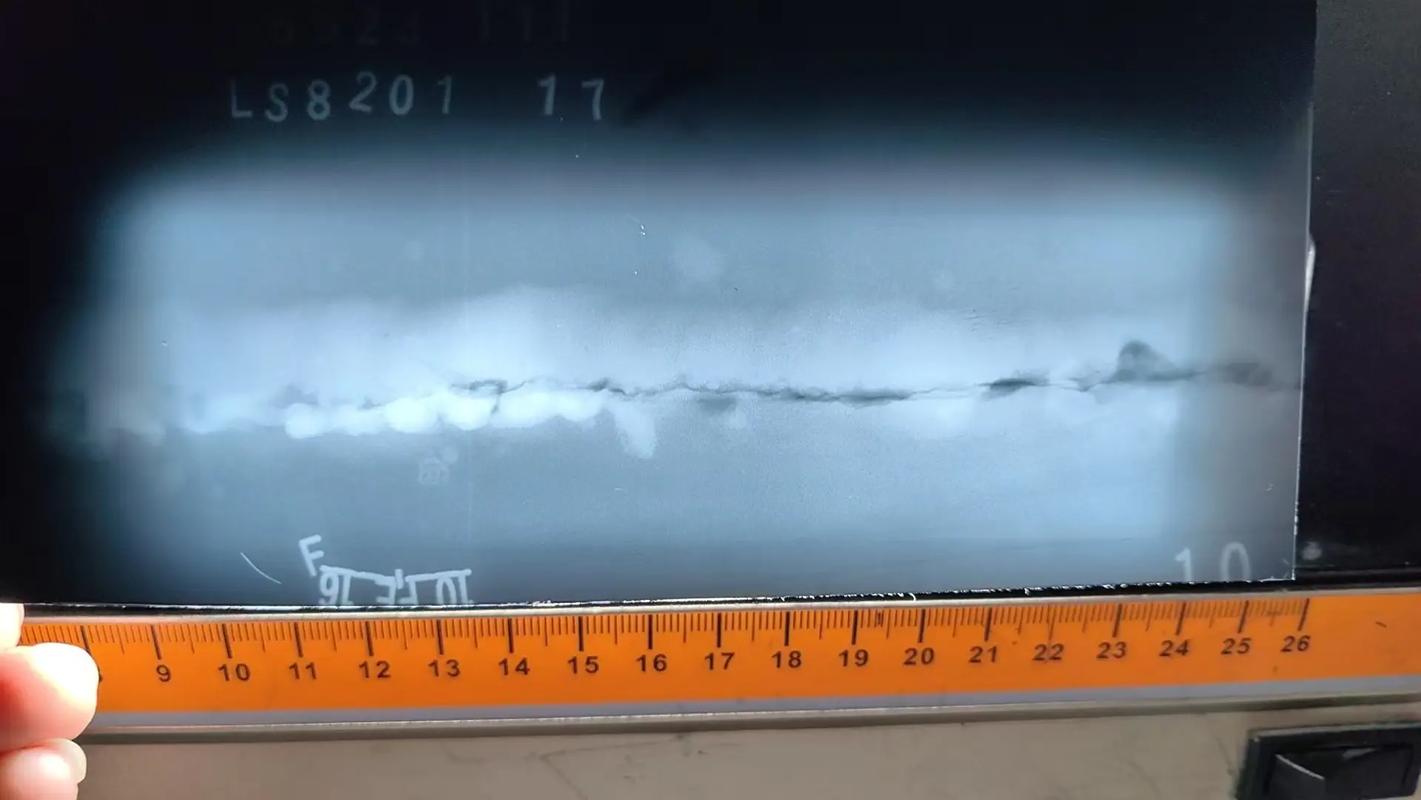
答:够用是够用,但要看场合。着色法(红色染料)在白光下看,适合现场没有电源的地方,而且也便宜。但它的灵敏度比不上荧光法,特别是微小显示。荧光法需要在暗室里用紫外灯观察,那点点黄绿色荧光在黑色背景上跳出来,简直跟夜里的星星一样。我们做过对比,对一个已知的0.5毫米磨削裂纹,着色法勉强可见,荧光法清晰得像刻上去的。所以关键零部件,比如航空发动机叶片,我们单位强制用荧光法,还要按ASTM E1417标准做。不是瞎折腾,是吃过亏。有一次供货商拿着着色检测合格报告来,我们复验荧光,发现整批都有微裂纹。差点儿批量报废。从那以后,我再也不信供应商的着色报告了。
规范与时效:别拿老黄历当令箭
渗透检测的标准这几年更新挺快。国内常用GB/T 18851系列,去年刚出了新版本,对渗透剂灵敏度等级的划分更细了。国际上的ISO 3452-1也修订了,增加了对环保型渗透剂的要求。以前那种味道刺鼻的溶剂去除型现在要被逐步替代,虽然我怀念它干燥快,但确实伤身体。我们车间现在全改成水基低毒渗透剂,操作麻烦点,得多道干燥工序,但值当。新标准还强调过程控制,比如紫外线灯的辐照度要定期测,暗室的白光照度不能超过20勒克斯。说实话,以前有几个厂子真测这些?都是拿个破灯凑合。现在检查严格了,航空认证审核时,评审员拿着照度计当场验,不合格就开不符合项。所以干这行,标准得常翻,不是摆样子。
最后唠叨一句:渗透检测不是走过场。它像老中医的望闻问切,全凭细致和经验。机器代替不了人眼,但人眼容易懈怠。下次你做检测时,多停几秒,多问一句“真的干净了吗”。说不定就能拦下一场灾难。