2026-05-30 12:47:36 作者:网编
分类:文章
工业齿轮的寿命密码:从材料到润滑,那些教科书不会告诉你的真相
上个月去一个老客户厂里,看到他们新上的一批减速机,齿轮箱运行温度高得离谱,拆开一看,齿面已经出现胶合痕迹。维修主管一脸郁闷:”都是按图纸加工的,怎么就出问题了?”我凑近看了看,摸了摸齿面粗糙度,心里有数了——他们为了降成本,省掉了一道磨齿工序,只做了剃齿。问题是,这是矿山重载工况啊……这就是典型的知其然不知其所以然。工业齿轮,看似简单,实则水深。今天随便聊聊设计、制造和使用中那些容易踩的坑。
材料:别只看牌号
很多工程师一上来就选20CrMnTi,就像点菜必点鱼香肉丝。没错,它是国内最普遍的渗碳钢,淬透性不错,价格也亲民。但你知道吗?不同钢厂出来的20CrMnTi性能能差出一截,特别是非金属夹杂物含量。有一次我们进了一批料,热处理后变形率突然飙升,查了三天才找到原因:那批料的硫含量偏高,带状组织严重。所以,严格进厂检验不是空话,得看金相,看淬透性曲线。别信质保书,我只信自己实验室出的报告。
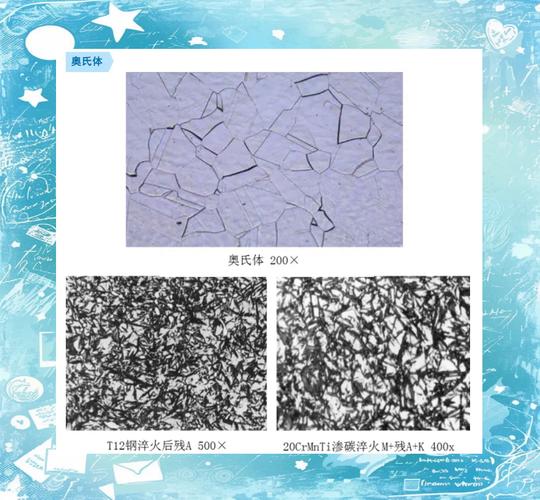 工业齿轮材料金相组织带状偏析
还有,国外高端齿轮早就用上渗碳轴承钢了,比如G20CrNi2MoA,疲劳寿命甩20CrMnTi两条街。当然成本也高,但用在风电、高速机车这些地方,值。这两年还有粉末冶金齿轮推广,用在一些小型传动上,虽然强度受限,但一致性极好。材料的选择,得根据工况、成本、批量综合权衡,没有万能解。
工业齿轮材料金相组织带状偏析
还有,国外高端齿轮早就用上渗碳轴承钢了,比如G20CrNi2MoA,疲劳寿命甩20CrMnTi两条街。当然成本也高,但用在风电、高速机车这些地方,值。这两年还有粉末冶金齿轮推广,用在一些小型传动上,虽然强度受限,但一致性极好。材料的选择,得根据工况、成本、批量综合权衡,没有万能解。
热处理:齿轮的灵魂所在
材料是肉身,热处理就是赋予灵魂。渗碳淬火,说起来几个字,做起来全是细节。碳势控制偏一点,齿面碳浓度就不对,高了脆,低了软。更头疼的是变形——这几乎是所有齿轮厂的噩梦。尤其是大型齿轮,渗碳后淬火,哗啦一下变形,椭圆、锥度、齿形误差,校正都校不回来。我们吃过亏,后来专门买了压淬机,模具一压,冷却均匀,变形量能控制在0.05毫米以内。但压淬机贵啊,小厂根本养不起。
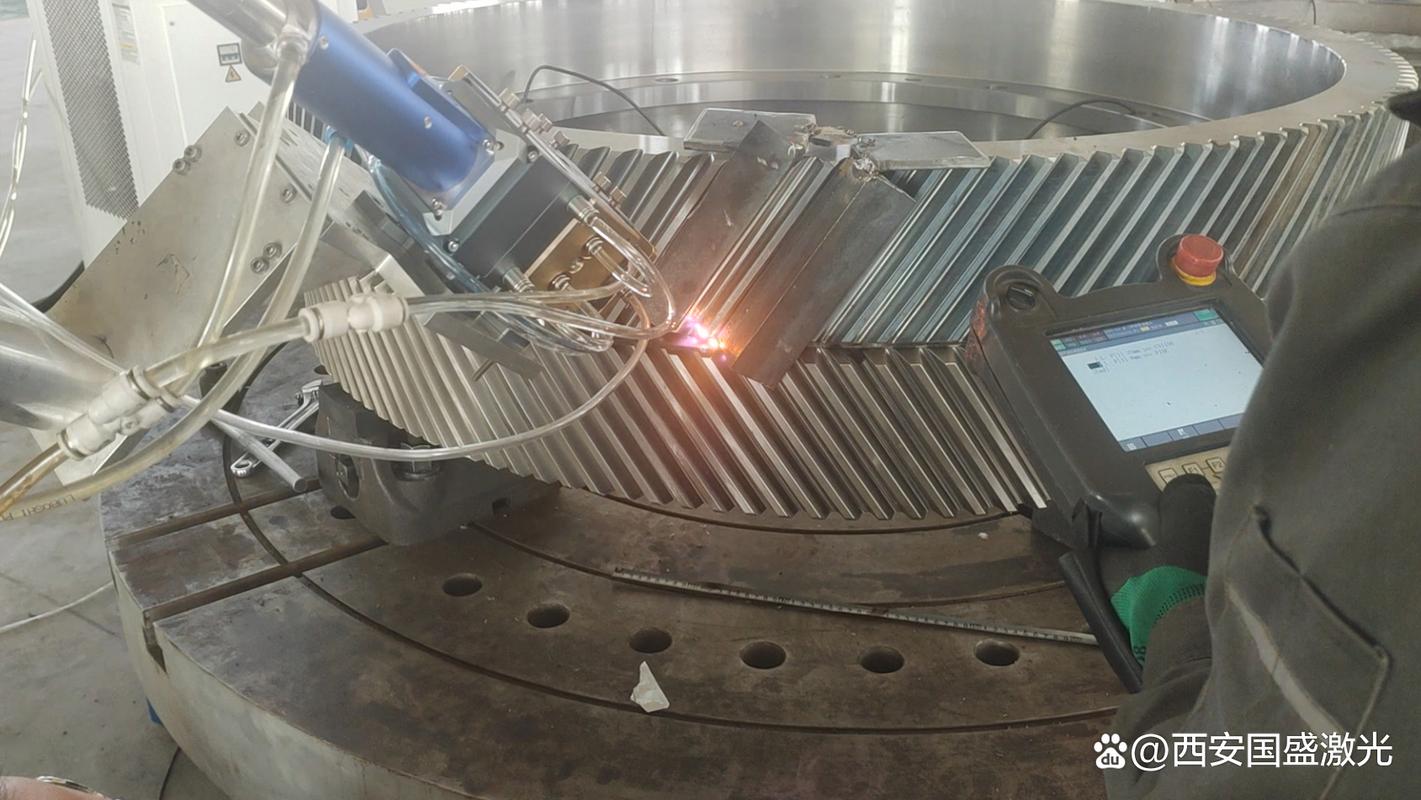 大型工业齿轮渗碳淬火压淬工艺
近些年,低压真空渗碳开始流行,变形小,表面质量好,还环保。可惜设备投资大,国内普及率还不高。不过,我预感这是趋势,特别是做精密齿轮的,早晚得上。另外,氮化工艺也不能忽视,虽然硬化层薄,但变形极小,适合走高速的齿轮。热处理这门手艺,经验成分太重,一个好师傅比一台进口炉子还金贵。
问:渗碳淬火后齿轮变形,有没有快速补救的办法?
答:说实话,补救基本就是校正,但校正后应力还在,用不久可能裂。轻微的变形可以加大磨量,但要是齿形齿向都变了,只能降级使用或者报废。所以重点在上防。除了压淬,还可以优化装炉方式,用仿形夹具,控制冷却速度。另外,预留合理的磨齿余量很关键,别抠那点材料费。
大型工业齿轮渗碳淬火压淬工艺
近些年,低压真空渗碳开始流行,变形小,表面质量好,还环保。可惜设备投资大,国内普及率还不高。不过,我预感这是趋势,特别是做精密齿轮的,早晚得上。另外,氮化工艺也不能忽视,虽然硬化层薄,但变形极小,适合走高速的齿轮。热处理这门手艺,经验成分太重,一个好师傅比一台进口炉子还金贵。
问:渗碳淬火后齿轮变形,有没有快速补救的办法?
答:说实话,补救基本就是校正,但校正后应力还在,用不久可能裂。轻微的变形可以加大磨量,但要是齿形齿向都变了,只能降级使用或者报废。所以重点在上防。除了压淬,还可以优化装炉方式,用仿形夹具,控制冷却速度。另外,预留合理的磨齿余量很关键,别抠那点材料费。
精度与噪音:被忽视的隐性成本
齿轮噪音大,客户第一个骂的就是齿轮厂。但噪音根源可能不在齿轮本身——箱体刚度不够,轴承精度差,系统共振,都会放大噪音。不过,齿轮自身精度当然是基础。现在国标6级是常见要求,但很多厂其实只能稳定做到7级,却标6级出厂。为什么?检测手段落后。靠双啮仪判定综合偏差,根本找不出齿形、齿向的单项误差。三坐标测量机或者齿轮测量中心才能看清真相。
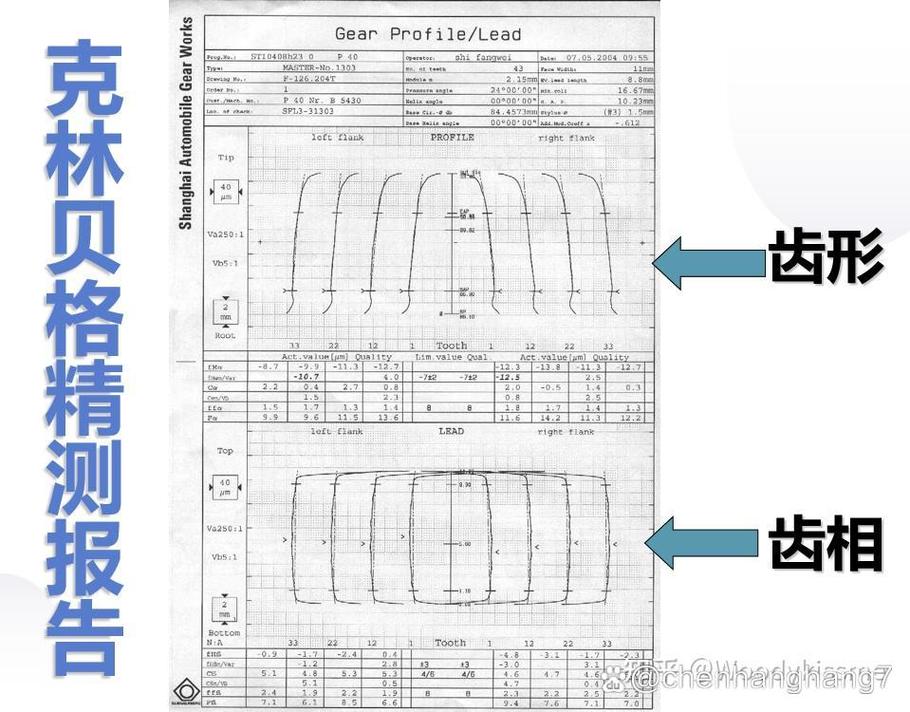 齿轮测量中心检测齿形齿向偏差
我们去年给一个机器人关节做行星齿轮,噪音要求极高,反复测,反复修,最后发现是齿顶修缘没做好。修缘曲线不光滑,啮合冲击大。后来用了专用的修形软件,仿真后再加工,噪音立马降了5分贝。嗯,这事儿说明,数字化设计不再是噱头,实实在在解决问题。还有,齿面粗糙度现在可以用超精磨做到Ra0.2以下,然后做喷丸强化,降低初期磨损的跑合噪音。
问:为什么国产齿轮和进口的差距总是体现在噪音上?
答:差距的根本在制造一致性和细节控制。举个例子,日本齿轮厂,切齿刀具寿命管理极其严格,到时间强制更换,不像有些车间,师傅凭感觉判断”还能用”。刀具一钝,齿面就留下微观振纹,噪音自然大。另外,齿面微观修形这块,国外积累了大量数据库,什么工况配什么修形量,有据可查。我们很多时候还在试凑。不过,现在很多国内企业也开始重视,差距在缩小。
齿轮测量中心检测齿形齿向偏差
我们去年给一个机器人关节做行星齿轮,噪音要求极高,反复测,反复修,最后发现是齿顶修缘没做好。修缘曲线不光滑,啮合冲击大。后来用了专用的修形软件,仿真后再加工,噪音立马降了5分贝。嗯,这事儿说明,数字化设计不再是噱头,实实在在解决问题。还有,齿面粗糙度现在可以用超精磨做到Ra0.2以下,然后做喷丸强化,降低初期磨损的跑合噪音。
问:为什么国产齿轮和进口的差距总是体现在噪音上?
答:差距的根本在制造一致性和细节控制。举个例子,日本齿轮厂,切齿刀具寿命管理极其严格,到时间强制更换,不像有些车间,师傅凭感觉判断”还能用”。刀具一钝,齿面就留下微观振纹,噪音自然大。另外,齿面微观修形这块,国外积累了大量数据库,什么工况配什么修形量,有据可查。我们很多时候还在试凑。不过,现在很多国内企业也开始重视,差距在缩小。
润滑:齿轮的血液
这个话题常被轻视。有人认为,有油就行。错了。工业齿轮油,极压性能、粘度指数、抗泡性,都直接影响寿命。低速重载要用高粘度油,甚至加固体润滑剂;高速要用低粘度,避免搅油损失。记得有个水泥厂球磨机开式齿轮,用沥青基润滑剂,飞溅得到处都是,磨损却很快。后来换了合成润滑剂,加上自动喷雾系统,齿面状态马上好转。所以,正确的润滑管理,比事后修修补补强百倍。
另外,油品清洁度也很关键,特别是精细齿轮。污染物颗粒是疲劳点蚀的元凶。建议加装离线过滤,定期检测油中颗粒度。钱花在油上,绝对不冤。
问:齿轮出现点蚀和剥落,除了润滑,还可能是啥原因?
答:点蚀通常是表面接触疲劳,和载荷、材料纯净度、硬度梯度都有关。如果深层有缺陷,比如大块夹杂物,就可能导致剥落。设计时,应校核接触强度安全系数,但很多非标设计图省事,直接拍脑袋类比,隐患就埋下了。另外,齿面残余应力状态影响也大,喷丸强化可以引入压应力,抑制裂纹扩展。
零零碎碎说了这么多,其实就想强调一点:搞齿轮是个系统工程。它不是画个模数齿数就完事,是从冶金到装配的链条,哪个环节掉链子都不行。我自己就在这链条上栽过跟头,也在不断补课。时代在变,老经验未必全对,新工艺也未必适合所有场景。得琢磨。
好了,今天就到这。回头再聊吧。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:工业齿轮的寿命密码:从材料到润滑,那些教科书不会告诉你的真相
文章链接:https://www.zystgy.cn/a/51462