一、设计不是画图,是画“命”
刚入行那会儿,师傅甩给我一本泛黄的GB150,说:“看懂了再画。”我翻了几页,无非是些公式、表格……后来真上手了,才知道——每一毫米壁厚,都是拿事故堆出来的教训。
你可能会问,压力容器不就是个铁罐子吗?错!它可以是反应釜、换热器、储罐,也可能是你厂里那个不起眼的压缩空气缓冲罐。一旦失效,爆炸能量不亚于炸弹。所以我常说,搞这个行当,怕死是美德。

设计第一步,别忙着开CAD。先搞清楚这玩意儿属于哪一类。Ⅰ、Ⅱ、Ⅲ类容器,界限在压力、容积、介质毒性。❗有些人图省事,明明介质是极度危害,还按Ⅱ类出图——这是典型的无知者无畏。我见过被特检院打回来重做的,那是轻的;真出了事,进去的都有。
二、选材与计算:那些书本不写的门道
说实话,现在计算软件发达了,SW6一跑,谁还手算?可问题就出在这儿。💡软件只是个高级计算器,你得知道边界条件怎么设。腐蚀裕量取多少?设计温度取操作温度加个二三十度就万事大吉?天真!我碰到过一个案例,介质含微量硫,设计按常规选了Q345R,结果没两年就应力腐蚀开裂。后来换成碳钢衬不锈钢,成本翻倍,工期拖延——全因为设计阶段没吃透工艺。国际项目还得啃ASME VIII,那些条款更绕。
问:压力容器设计寿命通常怎么定?
答:一般按20年,但得看介质和设备类型。比如催化裂化装置里高温临氢的,往往按15年甚至10年。还有些业主会要求30年,那你必须考虑更充分的腐蚀裕量,选材也得升级。❗千万别闭眼填个“20年”就完事了。
另外,封头选型也是个坑。椭圆形、碟形、半球形……成本、加工、受力都不同。我见过为了省几百块钱,把本该用椭圆封头的换成了碟形,结果现场试压时变形超标,全部切割重来。教训啊。

三、制造:焊出来的风险
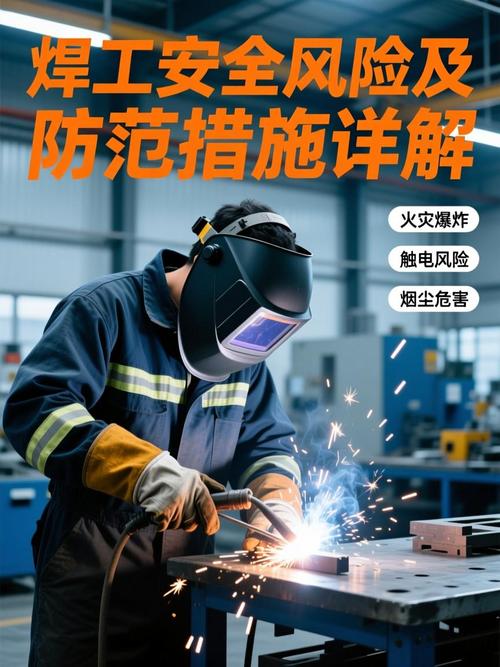
图纸没问题,接下来看制造了。焊接是压力容器的命门。一条环焊缝,可能藏着无数缺陷:未熔合、气孔、裂纹……虽然有NDT(无损检测),但射线检测赶上盲区怎么办?所以,焊工水平是关键。我合作过一位老焊工,他焊的片子,底片上几乎找不到瑕疵。问他诀窍,他说:“手要稳,心要细,别赶工期。”
问:压力容器焊缝必须100%检测吗?
答:不是。根据容器类别和焊缝系数规定。比如Ⅲ类容器,A、B类焊缝通常100%射线或超声检测;Ⅰ类可能只需局部检测。但设计时如果取焊缝系数1.0,那就必须100%检测,跑不掉的。✅所以系数不是随便取的,牵一发动全身。
制造还有个容易忽略的——焊后热处理(PWHT)。厚壁容器、有应力腐蚀倾向的,必须做。有些厂嫌麻烦,打擦边球。我听说有台高压分离器,壁厚60mm,不做PWHT,开车没多久就脆性断裂……惨烈。
四、检验与在役维护:别等炸了才后悔
新容器出厂要耐压试验,水压或者气压。气压风险极大,我们通常用水。但即便水压,也得慢慢升,盯着压力表,查听有无异响。💡有一次,试压到一半,接口突然渗水,赶紧卸压——后来发现密封面有划痕,好在没加压到爆破。那感觉,后背发凉。
投入使用后的定期检验,更是保命环节。按《固容规》,Ⅲ类容器每年一次外部检查,内外部检验3-6年,还有耐压试验。但很多企业为省钱,能拖则拖。我见过一台在用氨储罐,壁厚减薄了1/3还在用……你猜什么时候出事? 这种侥幸心理,迟早要还。
现在行业在推“智慧检验”,比如在线声发射监测、数字孪生模型。说实话,新东西很好,但基础没打牢,上个传感器就智能了?别逗了。先老老实实把定期巡检做到位吧。
压力容器,是工业的“高压心脏”。它沉默地运转,但一旦发怒,无人能挡。写这篇,不是卖弄经验,是想说——敬畏每一兆帕,尊重每一条焊缝。图纸上的每一根线,都是生命线。