2026-05-30 03:15:37 作者:网编
分类:文章
前阵子去一家供应商那里做诊断,刚进车间,满墙的“精益生产,消除浪费”标语,红底白字,特别提气。但一眼扫过去,物料堆得连叉车都得侧着身子过,工人在一堆半成品里翻找零件。我问车间主任:“你们这5S搞了多久?”他挺得意:“搞了三年了!每个月都评比。”我心想,得,又是一个把5S当大扫除的。
精益生产这事儿,最怕的不是不会,而是自以为会。 我在这个行业摸爬滚打十来年,从丰田研修回来就满腔热血推精益,结果呢?捅过篓子,也和一线工人拍过桌子。今天没有提纲,想到哪写到哪,就当给同行提个醒。
一、别把“工具”当“目的”
 一、别把“工具”当“目的”
很多人学精益,都是从工具开始:看板、安灯、价值流图。没错,这些是基本功。但如果你只学会了工具,就跟学武功只练招式不修内功一样,上阵就挨打。看板是什么?不是一张卡片,是拉动生产的信号。我见过有工厂,生搬硬套看板,后工序来取料,前工序没做完,看板卡在那,整个线就停了。厂长急了,说看板不行,废了。其实他根本没理解,看板背后是生产平准化和标准作业。没有那个地基,看板就是一张废纸。
再比如5S。整理、整顿、清扫、清洁、素养。多少厂子推5S就是:每周五下午全员大扫除,地面擦得锃亮,工具摆成一条线,拍完照片发群里,下周该怎么乱还是怎么乱。有一次我蹲在冲压车间,指着一个模具架问班长:“这个模具上次用是什么时候?”他挠头:“大概…半年前?”我说:“那它为什么要放在离设备最近的位置?旁边的周转箱多久没用过了?”班长愣住了。5S的核心不是干净,是暴露问题。 东西井井有条,一眼就能看出哪里多了、哪里少了、哪里不对劲。它是培养员工发现浪费的眼睛,不是应付检查的秀场。
一、别把“工具”当“目的”
很多人学精益,都是从工具开始:看板、安灯、价值流图。没错,这些是基本功。但如果你只学会了工具,就跟学武功只练招式不修内功一样,上阵就挨打。看板是什么?不是一张卡片,是拉动生产的信号。我见过有工厂,生搬硬套看板,后工序来取料,前工序没做完,看板卡在那,整个线就停了。厂长急了,说看板不行,废了。其实他根本没理解,看板背后是生产平准化和标准作业。没有那个地基,看板就是一张废纸。
再比如5S。整理、整顿、清扫、清洁、素养。多少厂子推5S就是:每周五下午全员大扫除,地面擦得锃亮,工具摆成一条线,拍完照片发群里,下周该怎么乱还是怎么乱。有一次我蹲在冲压车间,指着一个模具架问班长:“这个模具上次用是什么时候?”他挠头:“大概…半年前?”我说:“那它为什么要放在离设备最近的位置?旁边的周转箱多久没用过了?”班长愣住了。5S的核心不是干净,是暴露问题。 东西井井有条,一眼就能看出哪里多了、哪里少了、哪里不对劲。它是培养员工发现浪费的眼睛,不是应付检查的秀场。
二、价值流:别光画图,下去走走
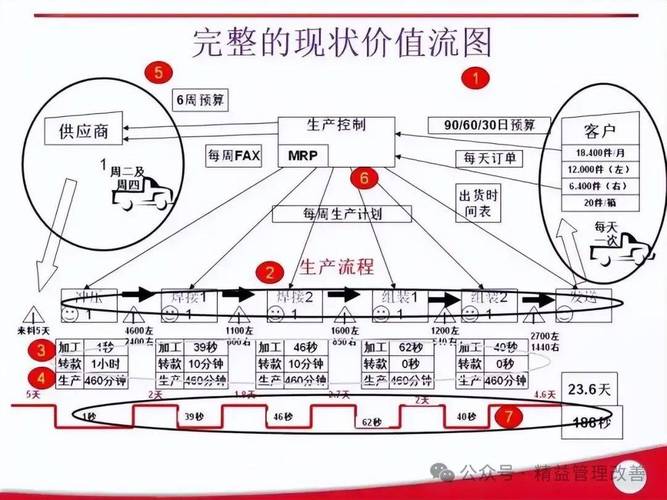 工厂精益生产价值流图分析现场
第一次画价值流图,我闷在办公室里,对着报表,画了三天,箭头、库存量、周期时间,别提多漂亮。拿去给厂长看,他只看了一眼:“小张,你去现场数数,那边在制品到底有多少?”我跑去一数,比报表上多了三成。脸瞬间发烫。价值流图不是PPT美化工程,是现场走出来的活地图。 你要站在一个产品的位置,从原材料进厂到成品出货,全程跟一遍,记录每一个停顿、每一次搬运、每一次返工。最夸张的一次,我发现一个零件在车间里旅行了2.7公里,增值时间只有3分钟。那条价值流图上,我画了一个大大的哭脸——不夸张,当时真想哭。
后来我们就死磕物料流动。把按功能布置的车间,改成按产品族布置的单元线。设备挨紧了,工位U型排,单件流推起来。刚开始,产量反而降了,工人不熟练,换线时间太长。骂声一片,销售天天催货。那段时间压力大到失眠,但咬牙挺过来,搞快速换模(SMED)。把内作业转外作业,做模具标准高度、快夹、预热。换模时间从45分钟降到8分钟。那是什么感觉?就像便秘一下通了!当批量能越做越小,灵活性就上来了。你还别不信,后来那家厂面对多品种小批量订单,反而比同行接得更欢。
工厂精益生产价值流图分析现场
第一次画价值流图,我闷在办公室里,对着报表,画了三天,箭头、库存量、周期时间,别提多漂亮。拿去给厂长看,他只看了一眼:“小张,你去现场数数,那边在制品到底有多少?”我跑去一数,比报表上多了三成。脸瞬间发烫。价值流图不是PPT美化工程,是现场走出来的活地图。 你要站在一个产品的位置,从原材料进厂到成品出货,全程跟一遍,记录每一个停顿、每一次搬运、每一次返工。最夸张的一次,我发现一个零件在车间里旅行了2.7公里,增值时间只有3分钟。那条价值流图上,我画了一个大大的哭脸——不夸张,当时真想哭。
后来我们就死磕物料流动。把按功能布置的车间,改成按产品族布置的单元线。设备挨紧了,工位U型排,单件流推起来。刚开始,产量反而降了,工人不熟练,换线时间太长。骂声一片,销售天天催货。那段时间压力大到失眠,但咬牙挺过来,搞快速换模(SMED)。把内作业转外作业,做模具标准高度、快夹、预热。换模时间从45分钟降到8分钟。那是什么感觉?就像便秘一下通了!当批量能越做越小,灵活性就上来了。你还别不信,后来那家厂面对多品种小批量订单,反而比同行接得更欢。
三、精益碰上数字化,是坑还是梯?
这两年到处都在喊智能制造,很多老板觉得上了MES、ERP就是精益了。大错特错。我见过花千万上的系统,跑的全是垃圾数据——因为现场作业根本不标准,采集上来的信息东丢西漏。系统再智能,也架不住输入一个“差不多”。有一次,一个工厂的安灯系统每隔几分钟就叫,一查原因,全是缺料。为什么缺料?因为供应商来料不稳定,但采购只管低价。这哪是安灯能解决的?这是供应链战略问题。你看,不挖根,光在末端瞎折腾,只会让系统变成报警器,吵得人心烦。
数字化是精益的放大器,不是替代品。 先把基础流程理顺,5S、标准作业、拉动系统跑扎实了,再用IT固化。就像先要把马路修平整,跑车才跑得起来。否则,顶多是个装了导航的拖拉机,还是在泥坑里打转。
问:我们公司才50个人,做非标件,适合搞精益生产吗?感觉那是大厂玩的。
答:太适合了!你这种小规模、多品种,正是精益最能发挥优势的地方。大厂产线固化,船大难掉头;小厂灵活,团队沟通快。就从最简单的做起:理一理工具,把常用的放在手边,不常用的收起来;在白板上用磁贴做生产任务跟踪,老板每天和工人们站五分钟,聊聊今天哪里卡壳了。只要开始暴露问题,改善点子会像泉水涌出来。别小看这些小动作,精益不挑大小,就怕不动。
问:推行精益生产,是不是变相裁员?一线工人很抗拒怎么办?
答:我第一次推单元线,工人也这样问。后来,我们带着他们一起改善,把弯腰上料改成自动顶升,把沉重模具加机械手,他们的活更轻松,产量还高了。让他们感受到精益是帮自己少流汗,就不会抗拒了。关键是把一线的人拉进来,而不是上面定指标压下去。有一回,一个焊工自己提了个夹具小改善,省了每天上百次翻转,我们拍了视频全厂表扬,还奖了他500块。后来,那车间提案像雪片一样。记住,员工不是执行工具的人,他们才是真正的改善专家。 至于裁员,如果你的精益要靠裁人来实现,那叫“节省成本”,不叫精益。真正的精益是让同样的人创造更多价值,市场需求在那,你不做别人会做。
最后,说个玄的吧。精益的终点不是零库存,不是完美流线,是组织里每个人的问题意识。 走在车间里,不用谁提醒,谁看到异常都知道拉绳,谁看到浪费都敢开口。这种文化,十年才可能磨出来。我也还没完全做到,共勉吧。
 员工参与精益改善现场看板讨论
员工参与精益改善现场看板讨论
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:精益生产十年老兵:那些年我们追过的‘改善’和踩过的坑
文章链接:https://www.zystgy.cn/a/51411