2026-07-18 05:45:52 作者:网编
分类:文章
上周接了个电话,隔壁老李的声音急吼吼的:“兄弟,赶紧过来帮我瞅瞅,这新折弯机折出来的活儿,角度全他妈歪的!” 我一听就乐了——得,又一个被参数表坑了的冤大头。干了二十年机械,这种场景见太多了。折弯机这玩意儿,看着粗笨,其实门道比绣花还深。你以为买台高吨位的就能万事大吉?天真。
压力吨位:别被数字游戏忽悠
销售最爱吹的就是吨位。六十吨、一百吨、两百吨……听着带劲。可你问他这是基于多长的工作台算的?用多宽的V形槽?板厚分布咋样?立马哑火。说实话,吨位这玩意儿得结合工作台长度和板厚来算。举个真实的例子:折一米的不锈钢,厚度3mm,V槽用24mm,理论算下来需要大概60吨的力。但如果你用的是宽工作台三米的机器,集中载荷在一米长,工作台会弹性变形!结果就是中间角度大,两头角度小——俗称“船形”。这时候你吨位再大也没用,得配有液压补偿或者机械补偿的工作台。可不少厂家根本不提这茬,只标个最大吨位,让你觉得占了大便宜。
问:小厂子加工薄板居多,是不是买台经济型的小吨位折弯机就行了?
答:说实话,够用是够了,但有俩坑你得注意。一是开口高度——有些小机器滑块行程短,配了上模之后,开口高度就剩一捏捏,稍微带点翻边的工件就塞不进去。二是喉口深度,就是立柱到刀尖的水平距离。你要是折个U形件,一边长出来,直接撞立柱,干瞪眼。所以买之前务必拿你最复杂的工件图比划比划,别光盯着吨位。
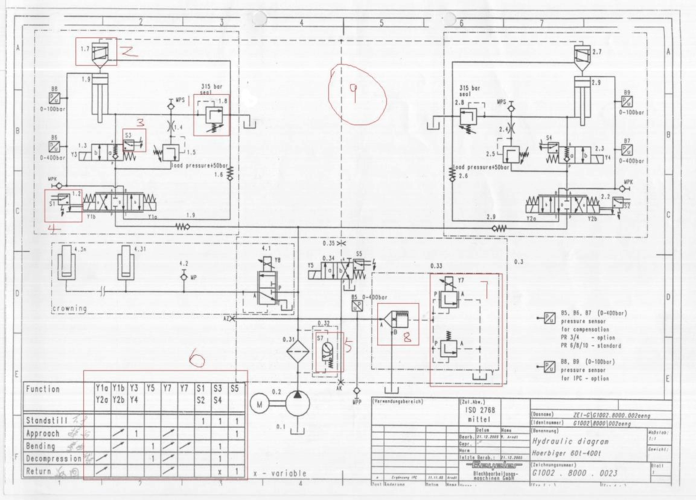 折弯机工作台液压补偿示意图
折弯机工作台液压补偿示意图
模具:被严重低估的耗材与灵魂
有一回,一个客户抱怨折弯圆角不稳定,换了几台机器都白搭。我过去一摸模具,呵呵,上模圆角早就磨成刀片了。折弯精度,一半在机器,一半在模具。很多人舍得花几十万买机床,却舍不得花几万块配好模具,要么用随机附送的通用模,要么去二手市场淘破烂。结果呢?角度靠工人拿橡胶锤敲,一致性惨不忍睹。现在高端模具都是分段式的,可以快速拼接,材质Cr12MoV,淬火硬度HRC58-62,寿命长,但价格也辣手。不过话说回来,一套好模具用十年不是问题,平均下来比频繁换垃圾模具还划算。对了,模具的V形槽角度选择也有讲究,常规是90度,但如果需要压死边或者压平,得上30度的尖刀,或者用多层模具——这又是另一个故事了。
 分段式折弯模具快速装夹系统
问:我的折弯机用了两年,精度突然下降,是不是丝杆磨损了?
答:先别急着换丝杆,那是最后一步。极大可能是模具安装面或工作台面有杂物、毛刺,导致没贴平。用油石过一遍安装面,再拿百分表打一下上模夹紧块的平面度,说不定就救回来了。再有就是后挡料,如果用了变频调速的普通电机,定位重复性差点,干精密活就得换成伺服电机加滚珠丝杠。另外,液压油两年没换了吧?滤芯堵了,阀芯卡涩,动作响应慢,也会影响重复定位精度。所以平时保养别偷懒。
分段式折弯模具快速装夹系统
问:我的折弯机用了两年,精度突然下降,是不是丝杆磨损了?
答:先别急着换丝杆,那是最后一步。极大可能是模具安装面或工作台面有杂物、毛刺,导致没贴平。用油石过一遍安装面,再拿百分表打一下上模夹紧块的平面度,说不定就救回来了。再有就是后挡料,如果用了变频调速的普通电机,定位重复性差点,干精密活就得换成伺服电机加滚珠丝杠。另外,液压油两年没换了吧?滤芯堵了,阀芯卡涩,动作响应慢,也会影响重复定位精度。所以平时保养别偷懒。
数控系统:不是屏幕大就好用
 数控系统:不是屏幕大就好用
现在满大街都是数控折弯机,什么DA-52S、DA-58、ESA、CYBELEC……看着高大上。但是,操作界面的人性化比花哨功能重要一百倍。有些国产系统,光一个角度编程菜单要点七八层,工人学一个月还经常出错。而有些老牌的,像Delem,虽然界面土点,但逻辑清晰,一个页面就把关键参数调完了。对于小批量多品种的厂,编程效率直接影响挣钱速度。还有,后挡料的轴数——X轴、R轴、Z轴,根据需要选,别求全责备。两轴的够用就没必要上六轴,浪费钱还难维护。
最后提一嘴安全性。别图省事把光幕屏蔽了!我见过太多手指头少一截的案例,那真是拿命挣钱。现在的折弯机都有激光保护装置,一有遮挡立马停机,这笔钱千万不能省。
行了,老李的机器最后查出是液压系统进空气,排了气泡就老实了。他骂骂咧咧地给厂家打了一下午电话。我坐在旁边喝茶,心想:这行当,经验都是真金白银买出来的教训啊。
数控系统:不是屏幕大就好用
现在满大街都是数控折弯机,什么DA-52S、DA-58、ESA、CYBELEC……看着高大上。但是,操作界面的人性化比花哨功能重要一百倍。有些国产系统,光一个角度编程菜单要点七八层,工人学一个月还经常出错。而有些老牌的,像Delem,虽然界面土点,但逻辑清晰,一个页面就把关键参数调完了。对于小批量多品种的厂,编程效率直接影响挣钱速度。还有,后挡料的轴数——X轴、R轴、Z轴,根据需要选,别求全责备。两轴的够用就没必要上六轴,浪费钱还难维护。
最后提一嘴安全性。别图省事把光幕屏蔽了!我见过太多手指头少一截的案例,那真是拿命挣钱。现在的折弯机都有激光保护装置,一有遮挡立马停机,这笔钱千万不能省。
行了,老李的机器最后查出是液压系统进空气,排了气泡就老实了。他骂骂咧咧地给厂家打了一下午电话。我坐在旁边喝茶,心想:这行当,经验都是真金白银买出来的教训啊。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:折弯机选购翻车实录:被参数表骗了三年,我终于学会了看这些细节
文章链接:https://www.zystgy.cn/a/55114