砂轮,选不好就是定时炸弹
那次车间差点出事,就是毁在一张「全新砂轮」上。
新砂轮上机,没做静平衡?磨床震动大到吓人。工件表面全是振纹,精度全完。更糟糕的是,砂轮炸了——万幸防护罩扛住了。所以说,砂轮是磨床的灵魂,选型和平衡是头等大事。
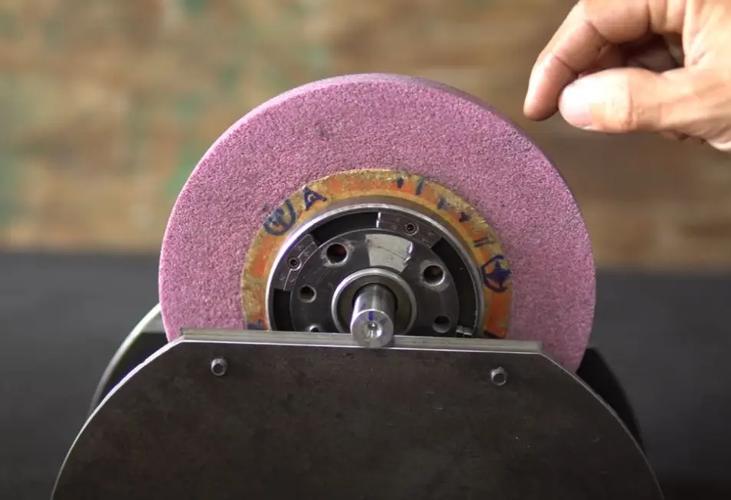
别信供货商的鬼话,什么“出厂已平衡”。必须二次平衡!尤其是粒度80以上的细砂轮,稍微不平衡,振纹肉眼可见。还有硬度,磨淬火钢用软砂轮,磨软料用硬砂轮,这个道理都懂——但混料的时候呢?一批工件硬度有偏差,砂轮没选对,磨削烧伤说来就来。❗
磨削液,不是兑上水就能用
好多厂子,磨削液一用就是半年——只添不换。看起来省钱,其实废液跟馊水没两样。细菌滋生,pH值掉得厉害,然后腐蚀工件、腐蚀机床。更别提那股味儿…简直化学武器。

我们做过对比,用干净磨削液,表面粗糙度能降一个等级。而且冷却充分,磨削区温度低,工件表面基本没氧化色。拿常见的外圆磨床来说,磨削液喷嘴角度不对,液流打不到磨削点,等于白搭。💡小技巧:喷嘴对准砂轮与工件接触弧的切线方向,效果最好。
问:磨削液到底怎么选?全合成、半合成还是油基?
答:这得看你磨什么。一般钢件,半合成性价比高。硬质合金,推荐油基或者专用合成液。如果追求高光洁度,比如磨轧辊、主轴,老老实实用油基,虽然成本高点,但值。另外,浓度必须用折光仪测,别凭感觉——很多操作工就喜欢多兑水,结果防锈性全没了,工件隔夜就锈。
精度,是修整出来的
磨工说精度不行,先查砂轮修整。
金刚笔钝了还硬撑,修出来的砂轮表面钝化,磨削力大,工件易烧伤。修整时吃刀量、走刀速度、笔的安装角度,全是细节。经验参数?每个床子脾气不一样。我见过最厉害的师傅,修整时听声音判断修整质量,咔哒咔哒脆响,说明砂轮锋利;闷响,就重来。
问:外圆磨经常出现锥度,除了尾座调整,还有别的什么原因?
答:嘿,这问题经典。尾座偏了肯定出锥度。但有时候,砂轮磨损不均匀也会。特别是磨长轴,头架这边砂轮磨损快,工件就成倒锥。解决方法:勤修整,或者用更硬一级的砂轮。再就是顶尖孔——顶尖孔脏了、毛刺,工件装夹不稳固,磨出来也椭圆或带锥度。❗顶尖孔是精密磨削的起点,很多人忽略。
数控磨床?别被自动化宠坏了手感

现在都用数控磨床,插上程序就干。但如果你不懂手动磨床,永远成不了高手。数控只是执行工具,工艺知识来自经验。
有一次,数控内圆磨尺寸不稳定,检查来检查去,最后发现是冷却液温度波动,导致机床热变形。这种问题,靠程序解决不了,得有人盯着。热平衡是精密磨削的隐藏BOSS。开机后空转二三十分钟,让机床达到热稳定再干活,这是基本素养。🤷
还有磨削烧伤,数控程序参数固定,但砂轮钝了没及时修整,照样烧。所以操作工不能只是按按钮,得会看火花、听声音。说实话,现在年轻一辈的磨工,肯学这些的越来越少了。💡
问:平面磨床磨出来的工件,中间凹心,怎么回事?
答:多半是磨头主轴轴承间隙大,或者机床导轨磨损。先打表测主轴精度,再检查磨头运动轨迹。如果只是轻微凹心,修整砂轮时,砂轮平面稍微做成中凸——小技巧,用金刚笔在砂轮中间多走一刀,人为制造微小凸度,补偿变形。注意,这可不能写在作业指导书里,纯粹经验。
好了,说到这,想起自己刚入行时,师傅说:“磨床是三分机床七分手艺。”现在数控装备普及了,但这道理没变。干好磨削,还是得用心、用眼、用耳。