昨天又有一批料废了。氧化膜起白斑,一擦就掉粉。供应商甩锅说我们铝材不纯,可这是同一批次7075,前几批都没事。你说气不气?
冷静下来复盘,问题出在——槽液温度。那天车间空调坏了,温度计显示22℃,但搅拌不均匀,局部可能超了25℃。就差这么一点,膜层疏松,染色后全露馅。阳极氧化这东西,工艺参数宽泛,但窗口其实很窄。
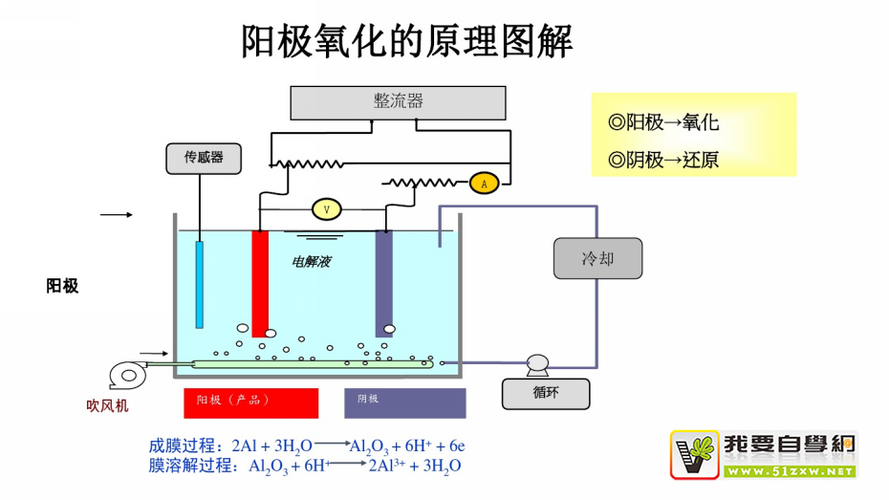
先别急,阳极氧化到底是怎么回事?
简单说,把铝件挂进酸性电解液里,通电,表面长出一层氧化膜。这层膜是氧化铝,硬,耐磨,还能染成五颜六色。
但你要是以为这跟电镀差不多,就大错特错了。电镀是往表面“镀”一层金属,阳极氧化是铝本身“转化”出来的陶瓷层。一个向外长,一个向里扎。懂这个区别,才能理解后面那些怪毛病。
因为膜是从基体长出来的,所以前处理至关重要。除油、碱蚀、化学抛光,每一步都决定膜的结合力。尤其碱蚀,稍微过一点,表面会起砂,氧化后发雾,光洁度全毁。我吃过这亏,2019年,整整一吨铝型材返工,就因为碱蚀多泡了五分钟。
参数控制:你以为的“差不多”其实是“差很多”
阳极氧化有四个核心参数:槽液温度、电流密度、硫酸浓度、氧化时间。温太高,膜疏松溶胀;温太低,膜硬但脆,容易开裂。电流密度低,膜薄得跟纸一样;密度太高,烧焦,边缘发黑。硫酸浓度呢,一般15%-20%,低了导电差,高了溶解太快,膜长不厚。
这些数字不是死记硬背,得根据铝合金牌号调整。比如6063挤压型材,电流密度1.0-1.5A/dm²,时间30-40分钟,膜厚10-15μm就够了。但如果是7075高强铝,铜含量高,氧化时容易析出金属间化合物,膜层连续性差,必须降低电流密度,甚至要加草酸辅助成膜。不这么干,等着发花吧。
还有搅拌!压缩空气搅拌要均匀,否则局部过热,膜厚差异大到你想哭。有一次我量一个零件,左边25μm,右边才8μm,直接报废。后来装了在线膜厚检测,边氧化边抽检,才算稳住。

问:硬质阳极氧化和普通阳极氧化区别在哪?为什么价格差好几倍?
答:硬质氧化也叫Ⅲ型氧化,槽温控制在0-5℃,电流密度高达2-5A/dm²,膜层致密度和硬度高出一大截。普通氧化膜显微硬度300-500HV,硬质氧化能到400-600HV甚至更高,耐磨性甩开十条街。但成本高是因为需要制冷设备,而且时间长,效率低。另外,硬质氧化膜颜色偏灰黑,装饰性差,常用于军工、赛车零件。我们给无人机臂做硬质氧化,膜厚50μm,盐雾测试1000小时无白锈。普通膜20μm,300小时就完蛋。
问:染色阳极氧化为什么容易褪色?封孔没做好?
答:封孔是最后一把锁。氧化膜是多孔的,染色剂吸进去,如果不把孔封死,紫外线一照、雨水一冲,颜色就跑了。封孔方法有热水封、蒸汽封、中温镍盐封。镍盐封孔质量高,但环保压力大;我推荐中温无镍封孔剂,成本差不多少,封闭效果顶得住。重点是封孔前要充分清洗,孔内不能有残余酸,否则封闭剂进不去。还有,染色温度要准,60-70℃,pH值5-6,不然染料吸附不牢。这些都是细节,细节决定你那苹果外壳能不能五年不褪色。
那些年我碰到的奇葩缺陷,件件扎心
一个零件,氧化后表面出现流星状黑条纹,像被毛笔刷过。查了三天,发现是挂具接触不良,局部电流密度过高,烧焦了。换钛合金挂具,打磨触点,搞定。
还有一次,铝板折弯后氧化,弯角处膜层爆裂,一折就掉粉。因为折弯前已经有阳极膜,膜层没有弹性。后来改工艺:先折弯再氧化,完美解决。这告诉我们,工艺顺序不能想当然。
最头疼的是“粉化”。氧化膜一擦像面粉一样掉。原因多种:槽液铝离子超过20g/L,成了黏糊的胶体;或者氧化时间太长,膜外层过度溶解。解决方案:定期抽换部分槽液,控制铝离子;算准氧化时间,别贪厚。
对了,千万别忽视水质。我曾经用自来水配槽液,结果氧化膜带黄斑。换成去离子水,立马干净。现在车间配了RO反渗透系统,电导率≤5μS/cm。这笔投资,省去了多少报废品。
说实话,阳极氧化这行,书本理论只能给你方向,真正上手才知道,一个老师傅的经验比十篇论文都管用。现在好多厂搞自动化,但参数设定还得靠人。机器不会看膜色变化,也不会闻气味判断异常——虽然烧焦的味道堪比生化武器。
最后提醒一句:如果你要阳极氧化铸铝件,注意了,铸件有气孔和缩松,前处理藏酸,一氧化吐酸水,膜层起泡。必须做封闭预处理,用热水煮或者真空浸渗。别问我怎么知道的,2015年那批货赔了三万块,血的教训。
阳极氧化,入门容易精通难,且干且珍惜吧。