2026-07-18 05:24:46 作者:网编
分类:文章
我记得第一次独立负责冲压设备采购,那叫一个自信——不就是看吨位、台面尺寸、行程次数吗?结果被现实狠狠打脸。今天不写教科书,就聊聊真金白银换来的教训。
那台“便宜”的闭式单点压力机
五年前,老板给预算,我图省钱,挑了台名不见经传的小品牌闭式单点冲床。参数看着漂亮:公称力630吨,行程次数每分钟15次,滑块行程200mm。用起来才知道,这货到夏天就闹情绪——液压过载保护三天两头误报警,一查,油路设计有缺陷,油温一高就卸荷。厂家售后?得,电话永远占线。最后我们自己改了冷却回路,才勉强稳住。所以,冲压设备不是只看铭牌,液压系统、润滑方式这些“隐性基因”更决定寿命。
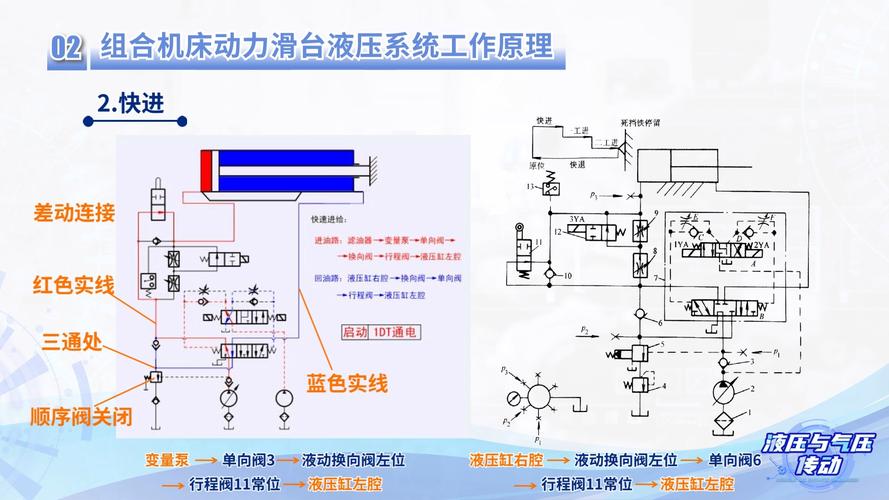 冲压车间闭式压力机液压系统油路特写
怎么说呢,那次惨痛经历教会我一个道理:选冲压设备,先看厂家在当地有没有服务点,备件库是否充足。别信什么“全国联保”,真出事,人家工程师坐飞机来,你等得起吗?
冲压车间闭式压力机液压系统油路特写
怎么说呢,那次惨痛经历教会我一个道理:选冲压设备,先看厂家在当地有没有服务点,备件库是否充足。别信什么“全国联保”,真出事,人家工程师坐飞机来,你等得起吗?
客户常问的几个傻问题
问:我冲0.8mm的冷轧板,用C型冲床行不行?
答:行,但你可能在毁模具。C型机身开口,偏载下变形量是闭式机身的3到5倍,你冲薄板,下死点精度要求高,长期偏载,滑块导轨磨损加剧,冲出来的件毛刺越来越大。听哥一句劝,老老实实用闭式双点或四点压力机,刚性足,精度稳。
问:高速冲床每分钟冲800次,我的模具寿命是不是会缩短?
答:高速冲不代表模具短命,关键看三点:一、平衡装置是否有效,二、模具导向精度和散热,三、冲压材料表面是否洁净。我见过台高速冲床,冲硅钢片,模具上了涂层,加了微量润滑,寿命超过两百万次。别光盯着速度,配套技术才是核心。
维护保养的偷懒秘诀
很多工厂把冲压设备当牛马,只使不养。到月底,废品率飙升,再来找维修。我就见过离谱的:有人把气垫压力调得过高,结果把工作台顶裂了。还有用黄油替代导柱润滑剂的,等导轨拉伤,整套送修,费用够买台小轿车。
其实日常保养,三个点抓牢就行:
– 每天开工前,用指尖摸一下滑块导轨油膜,肉眼可见的油迹,手指推出均匀油膜,说明润滑正常。千万别信自动润滑会万无一失,分配器堵了你还傻乎乎开。
– 每周检查离合器制动器:听声音,接合时有没有尖锐摩擦声,脱开时飞轮是否空转平稳。千万别学“老法师”调高摩擦块间隙,那是在玩火。
– 每半年测一次机身水平度,地基沉降、震动都会让床身变形,精度就跑了。别等模具打烂才后悔。
 冲压设备导轨润滑点检查动作示范
问:都说冲压设备要定期检查电气,到底查什么?
答:别只盯着PLC有没有报警。打开电柜,闻闻有没有焦糊味,看看接触器触头是否发黑,用红外测温枪扫一遍接线端子,温度超过70℃马上停机排查。还有,主电机接线盒,定期拧紧,松动导致缺相烧电机,这种低级错误我见过太多次。
冲压设备导轨润滑点检查动作示范
问:都说冲压设备要定期检查电气,到底查什么?
答:别只盯着PLC有没有报警。打开电柜,闻闻有没有焦糊味,看看接触器触头是否发黑,用红外测温枪扫一遍接线端子,温度超过70℃马上停机排查。还有,主电机接线盒,定期拧紧,松动导致缺相烧电机,这种低级错误我见过太多次。
谈谈伺服冲压
最近跑展会,伺服压力机几乎每家都展。说实话,这东西确实是趋势。它不像传统飞轮冲床,滑块运动曲线可以编程,想在哪段慢速保压,在哪段快进,随心所欲。我们厂去年上了一台伺服冲,冲高强度钢,回弹小了不少。但别冲动,伺服冲的驱动系统复杂,维护成本高,对电网冲击也大。小厂慎入,先算清楚投资回报。
现在行业卷得厉害,有些厂把冲压设备当快消品,两三年就淘汰,这很危险。设备折旧还没完,精度已经垮了。好的冲压设备,比如一线品牌,用二十年仍能保持JIS一级精度,这就是差距。所以,别被低价迷惑,长期寿命和稳定性才是真划算。
聊这些,不是显摆经验多,而是心疼那些被不靠谱设备坑了的同行。冲压车间噪音大,但每一台床子的呼吸,你仔细听,能听到它在告诉你哪里不舒服。
这篇文章可能有点碎,但都是真心话。你要是也在选冲压设备,或者设备老出幺蛾子,欢迎交流。冲压的路,一个人走太累,多点明白人,少点弯路。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:冲压设备选型翻车实录:这些坑我替你踩过了
文章链接:https://www.zystgy.cn/a/55113