💡 第一课:别拿减材思维套增材
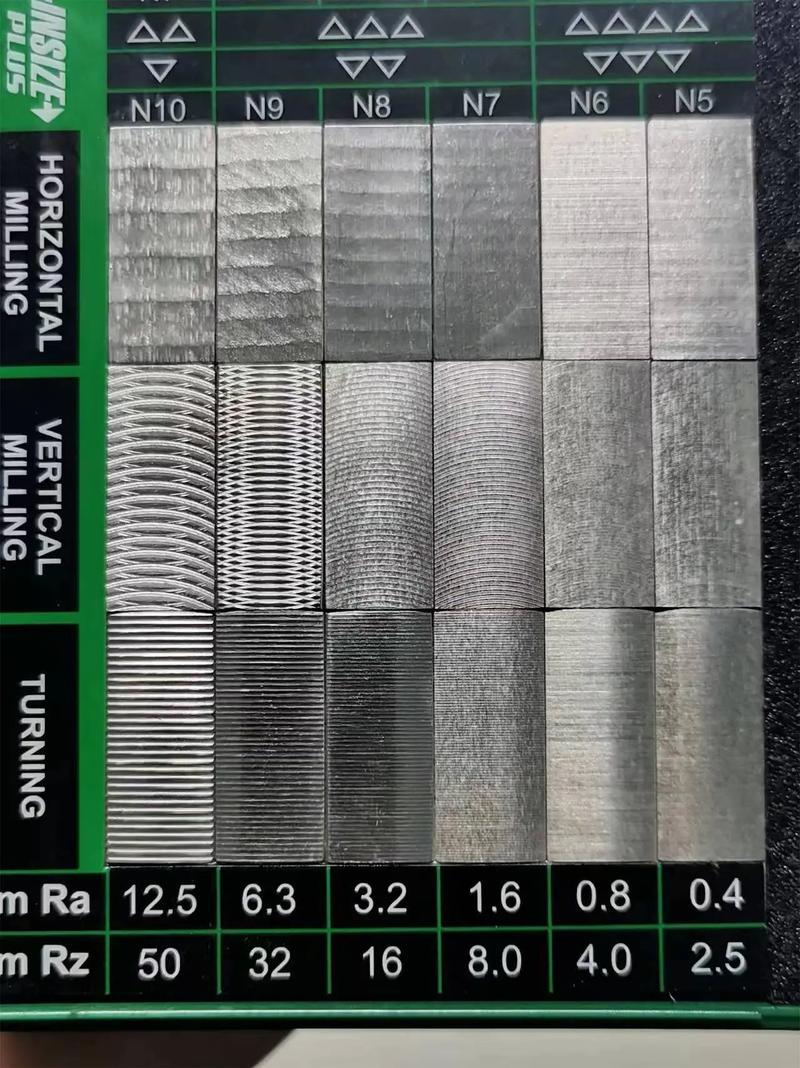
刚上手那阵子,我犯过最蠢的错,是把CAD模型直接扔给切片软件,完事儿还抱怨打印失败。增材制造的底层逻辑完全不同——你想想,减材是雕刻,增材是生长。雕刻可以走一步看一步,生长你得预判每层凝固时的应力。我碰到过一个钛合金框架,打印到300多层突然翘曲,整个基板都掀起来了,那一缸粉价值三万,全废。后来才明白,热力耦合仿真不能省,支撑设计还得考虑热传导路径,就像给零件搭脚手架的同时还要安排散热风道。 说实话,现在聊增材制造,圈内人早不提“无模制造”“复杂自由”这些虚词了。真正的痛点是什么?材料各向异性。Z向强度可能比XY向低40%,你要是当均质材料用,准出事。尤其铝合金粉,吸湿性极强,存储不当——你看那个表面,全是微孔。所以我现在的习惯:打印前粉末必须125℃烘干4小时,干燥箱直接放在设备边上,一秒钟都不耽误。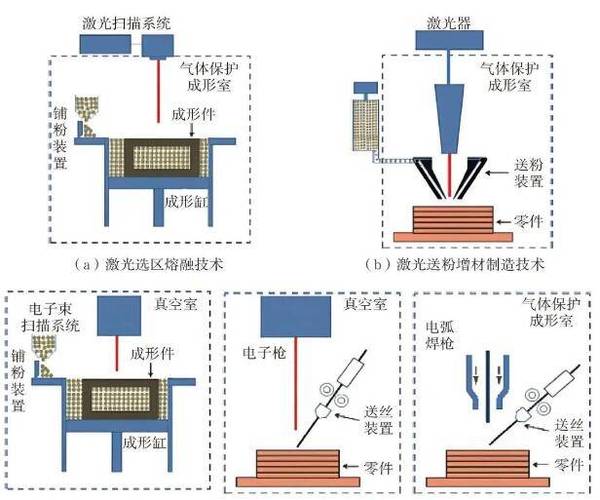
❓ 你这么折腾,成本怎么控?
❗ 后处理才是隐形杀手
✅ 一些保命建议
给想入坑或者还在坑里的同行几句心里话: – 小批量验证:先打5个,探探参数窗口。别上来就量产,你会哭的。 – 支撑设计偷懒必翻车:悬垂结构得根据材料临界角度手动补强,切片软件自动生成的支撑经常非最优。 – 粉末复用率别信厂家手册:写是90%以上,实际打到第五次,卫星粉一多,流动性下降,零件致密性就崩。我的经验:关键件只用新粉,非关键件混粉比例不超过30%。 – 在线监测必装:熔池监控能抓飞溅和异常冷却,比事后CT便宜多了。 前几天又去看展会,看到有厂家用增材制造打出1.5米长的火箭舱段,无焊缝,壁厚才3毫米。我站在那儿摸了好久。妈的,真好看。想想十年前那些嘲笑增材只能做玩具的人,脸应该挺疼的。当然也包括我自己。 这技术吧,越深入越觉得可怕——不是可怕它的复杂,而是可怕自己过去的偏见。