说真的,干了十五年焊接工艺,亲手带过不下二十个项目,从汽车零部件到钢结构——你猜怎么着?
我依然觉得自己在焊接机器人面前像个傻子。不是不会用,是选型的时候踩的坑太多了。厂商销售那张嘴,能把六十万的设备吹成无所不能的神器。结果呢,上线三个月,精度飘了,编程复杂到想砸示教器,备件等两个月……
所以我得写点东西。不是为了说教——是想让你少花点冤枉钱。
精度?先看清图纸要求再说
大部分宣传册上都会标±0.05mm重复定位精度。亮眼!但那是空载、恒温、实验室数据。到了现场,焊接工装的热变形、夹具误差、工件一致性,随便哪个都能把实际精度拉到±0.5mm以上。❗
有一回我给一家农机厂做方案,焊缝要求也就±1mm,结果集成商推了一台二十万的高精度机器人。老板差点掏钱了,我拦了一句:你车间的数控下料件,尺寸偏差都快两毫米了,要那么高精度干嘛?最后选了台国产品牌基础款,省下八万,至今跑得挺欢。
我的经验是:搞清楚你需要的是轨迹精度还是定位精度——焊接中,电弧跟踪、摆动焊、多层多道对精度的要求完全不同。焊薄板结构件,±0.5mm的轨迹就能用;焊精密液压件,那确实得上高刚性机型。别被焊接机器人标称的重复性忽悠了,那只是机器人本体的指标。整个系统精度,得看工装和工艺。
那套昂贵的离线编程软件,真有必要?
离线编程(OLP)这几年被吹上天。厂商说:能节省80%的示教时间,复杂焊缝一键生成程序。可实际上呢?
去年在一个集装箱配件焊接项目上,对方花六万买了套进口OLP。结果建模、路径规划、后处理,工程师花了三天才弄出一个勉强能跑的轨迹。还不如我徒弟拿着示教器现场点焊,半天完事。当然,如果产品批量大、焊缝过于复杂——比如三维曲面、内部焊缝——那OLP确实香。但中小企业,品种多、批量小,离线编程可能变成一场烧钱的演练。
问:那怎么判断我该不该用离线编程?
答:算两笔账。第一,你的产品换型频率多高?如果每月换十多种,示教时间占比超过生产时间的15%,那就值得上。第二,有没有能熟练操作OLP的工程师?买套软件没人会用,等于摆设。我的建议是——先拿免费试用版跑几个典型工件,看示教时间缩短多少,再决定掏钱。别信销售说的“买了就能用”,培养一个人至少两个月。💡

售后服务的坑:备件等待比买机器还贵
这个我必须吐槽。进口品牌技术是好,但服务真的让人血压飙升。2019年,一条产线上一台某欧系品牌的机器人减速机异响,联系代理商——需要从欧洲调货,等六周!六周,产线停一天损失两万。后来托人从国内同行那里高价买了一台新的,才撑过去。
从那次以后,我开始极度看重备件供应和售后响应。现在选焊接机器人,我会直接问:减速机、伺服驱动器、焊机主板,国内有没有现货?技术支持的响应时间承诺几小时?别不好意思——让他们白纸黑字写进合同。尤其国产品牌,这几年进步飞快,像埃斯顿、卡诺普、配天,关键备件一周内肯定到,有些直接派工程师驻厂。
问:那么国产品牌稳定性可靠吗?总听说精度保持性差。
答:实话实说,五年前确实差距大。但近三年,国产头部品牌在弧焊、点焊上追得很快。我测过某国产六轴机型,连续焊接2000小时后,各轴反向间隙仍在合格范围,焊接成型一致性也不错。故障率当然比进口一线略高,但综合采购成本和后期维护,性价比碾压。尤其是焊接机器人搭配国产焊机和变位机,整套下来能便宜30%以上。关键是看你怎么用——满负荷连续生产,还是挑一线品牌更稳妥;如果是常规强度,国产完全扛得住。❗
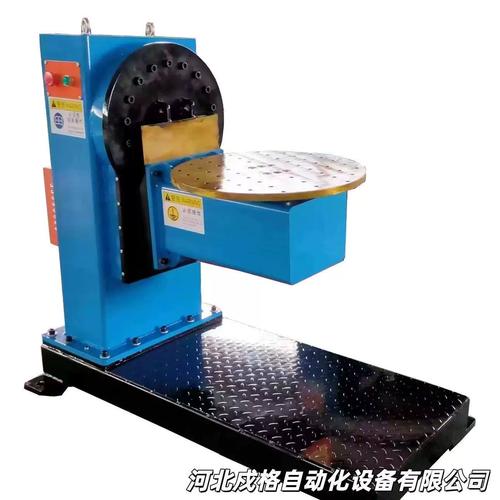
问:变位机选单轴还是双轴?这东西有讲究吗?
答:太有了!很多焊接工位效率低,是因为变位机和机器人配合不当。单轴回转足够大部分环形焊缝;但如果工件需要倾斜角度,得用双轴。而且变位机精度要和机器人精度匹配——你花大价钱买高精度机器人,配个间隙巨大的便宜变位机,最后焊接位置还是偏的。建议成套采购,让一家集成商负责联调,省得扯皮。
最后啰嗦一句:选焊接机器人,demo演示要看,但更要看它的极限工况——焊最厚、最薄、最刁钻角度的试件。别光看速度,看看引弧成功率、焊缝成型、飞溅抑制。这些实实在在的东西,比宣传册上任何参数都管用。
好了,就说这么多。下次你要上焊接机器人,记得带上懂工艺的人。别让销售牵着走。