震颤的根源:不是机器不行,是人太懒
我先扔个炸弹:80%的震颤都是自找的。剩下的20%才是机床刚性、刀具磨损这些客观问题。比如上星期,小徒弟装一把200mm长的镗刀杆,悬伸比超过8倍径,转速还开到600转——这不是加工,是耍杂技。我当场就骂开了:“你咋不直接拿根筷子捅?” 长径比超过4:1必须减振,这是铁律。要么上减振刀杆,要么老老实实降参数。
刀尖上的博弈:角度、材质与冷却
工装治具:被遗忘的振动传递者
我发现一个怪现象:大多数人检查机床精度、刀具状态,唯独不看工装。铸件毛坯直接搁在垫铁上,接触面不平,压板一锁——工件本身就带着预应力,切削时释放出来,能不振吗?正确的做法是:镗床工作台上必须三点支撑,用百分表打平,复杂件还得增加辅助支撑。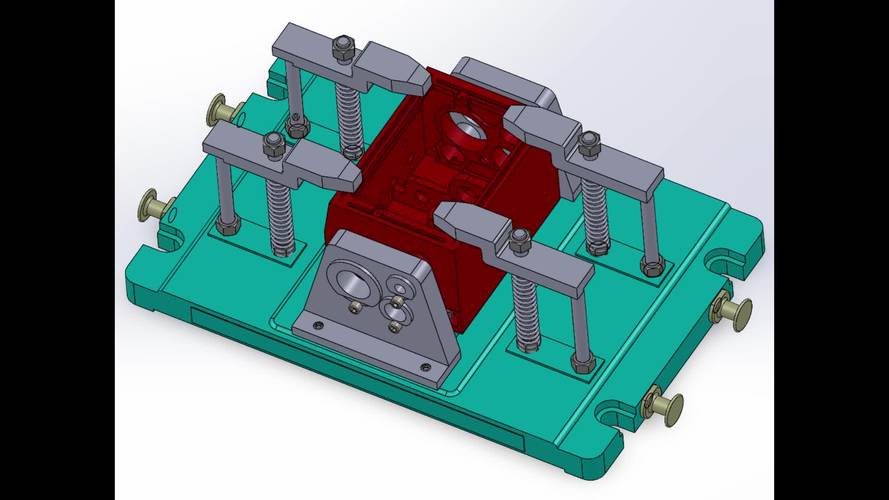
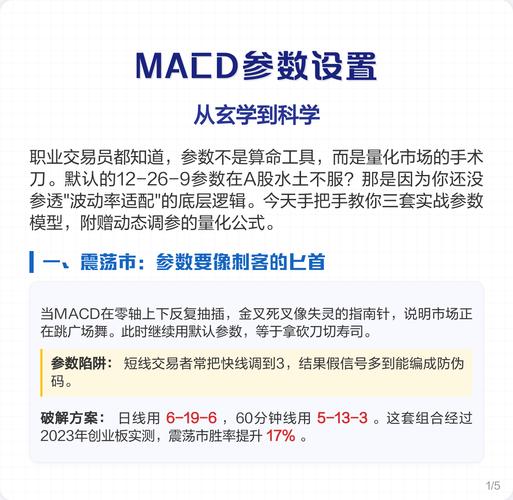
参数设置的“玄学”与实战