前几天跟一个做非标设备的朋友聊天,他盯着一个浸塑手柄看了半天,冒出一句:“这表面是啥工艺?摸着像橡胶,可又是金属底子,喷塑做不到这么厚又软的感觉吧?” 我差点一口茶喷出来——你管这叫喷塑?浸塑啊兄弟!都什么年代了,还在把浸塑和喷塑混为一谈。不过话说回来,确实好多机械工程师对它一知半解,选材的时候下意识跳过浸塑,或者压根想不起来。今儿咱就敞开了聊聊浸塑,不整虚的。
浸塑,不就是把工件往塑料糊糊里蘸一下?
原理上说,还真就这么简单粗暴。金属件预热,然后浸入流化状的塑溶胶(PVC为主,还有PE、PA等),提出来,塑溶胶在热金属表面凝胶化,再进烘箱塑化,最终形成一层皮膜。跟给糖葫芦蘸糖衣一个道理。
但!工业上哪有那么容易。预热温度差个10℃,浸的时间多一两秒,涂层厚度就从0.3mm飙到2mm去了。我们厂有台老浸塑线,老师傅的手感比PLC还准,新人来三个月才摸透脾气——这就是经验活儿。

早年我在一家工具厂见过最早的浸塑应用,就是给钳子把手、扳手浸一层PVC,防滑又绝缘。现在应用早就拓展到护栏、医疗器材、汽车线束卡扣,甚至一些工艺品。比如户外那个体育场周围的围栏,远看以为刷了厚厚的漆,凑近一摸——嘿,浸塑的,怼上去不伤手,老化变色也比喷塑强。
为什么这工艺让人又爱又恨?
先说优点:
- ✅ 包裹性无敌:因为整个浸入,异形件、管材内壁都能涂覆,没死角。喷塑?死角地方要么积粉要么喷不上,补枪都费劲。
- ✅ 涂层柔韧,耐冲击:这点碾压喷塑。喷塑漆膜硬脆,磕碰易掉块,浸塑层能缓冲,锤子敲下去一个凹坑,皮都不带破的——我们测试过,同样的镀锌管护栏,浸塑件从2米高摔水泥地,只留白印;喷塑的同高度直接露底。
- ✅ 绝缘防腐:常用的PVC浸塑层,耐酸碱不错,沿海地区护栏用个五年八年不锈。而且绝缘性好,工具手柄的首选。
- ✅ 外观圆润,手感好:没接缝,没合模线,不像注塑套把手还有飞边。
再说缺点,不藏着掖着:
- ❗ 尺寸精度差:涂层厚,最低也就0.2mm,普遍0.5~2mm,想做薄膜?没门。所以精密配合件就别考虑了。
- ❗ 局部缺陷难补:万一漏底、气泡、挂流,只能把整个工件上的皮撕掉重来,费时费钱。
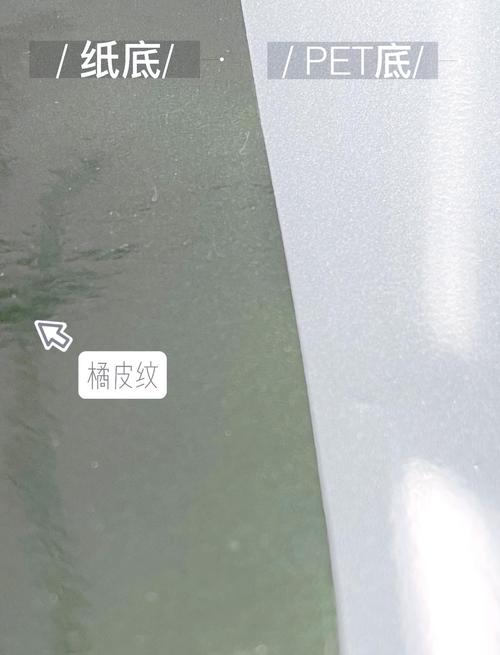
- ❗ 不适合大平面:大了容易流挂、橘皮,3米长的型材浸下去,提出来像鼻涕挂在那儿,老师傅看着都皱眉。
- ❗ 材料选择窄:虽说除了PVC还有PE、PA、聚酯等,但市场主流仍是PVC塑溶胶,别的品种性价比低,除非特殊需求。
问:经常听说浸塑和喷塑搞混,到底怎么选?
答:这个问题我至少被问过二十次。核心看三点:厚度、形状、性能要求。要薄涂层(60~120μm)、外观颜色多、平面件多,选喷塑;要厚涂层(200μm以上)、异形件多、要求软触感和抗冲击,果断浸塑。还有个偷懒方法——想想零件如果掉地上,你更怕它摔碎漆还是变形?前者浸塑,后者可能还是喷塑轻巧。
问:我自己小作坊想上浸塑线,门槛高吗?
答:说实话,如果月产量不到几千件,别折腾!一套简易浸塑线(预热炉+浸槽+烘道+挂具)没个二三十万下不来,还要废气处理——PVC加热会出氯化氢,环保查得严。更烧钱的是,你得养个懂行的调机师傅。外包给专业浸塑厂划算得多,他们工艺成熟,还能帮你设计挂具,工费一公斤也就几块钱。💡 经验:找人家做之前,记得问清楚他们浸槽尺寸,最大能浸多长的件,别做了模具发现塞不进去。
工艺里头的小门道
浸塑最讲究两个点:预热的均匀性和浸没的深度速度。我们知道,金属件比热容不同,厚的薄的预热时间得调。有次我给一批铸件浸塑,铸件本身沙孔多,预热后浸入,沙孔里的空气出来鼓泡,成品表面全是针眼,整批报废。后来改了工艺:先低温慢热,把水分和气体逼出来,再升到浸渍温度,问题解决。所以说,这玩意儿真不是傻瓜机。
另外,塑料溶胶配方也是门道。增塑剂比例影响软硬度,稳定剂影响耐候,填料影响成本。有些厂子为了便宜,多加碳酸钙,结果涂层发脆,太阳一晒开裂。所以选供应商时,别光看单价,要让他提供耐老化测试报告,最好实地看产线。
最后啰嗦几句
做机械设计这些年,用错过工艺,也因选对工艺省了大麻烦。浸塑不是新技术,但它那种“皮厚馅鲜”的踏实感,在很多场景依然无可替代。下次遇到需要防腐、抗震、手感又重要的零件,脑子里过一圈浸塑的可能性,说不定就豁然开朗了。