干了十几年热处理,前年心血来潮帮人挑硬度计,结果——嘿,翻车了。花了不少钱买回来的台式洛氏,愣是打不准薄层渗氮件,压痕大到工件直接报废。说实话,当时差点被车间主任的眼神杀死。这玩意儿,真不是越贵越好,对吧?
硬度计种类那么多,怎么选?
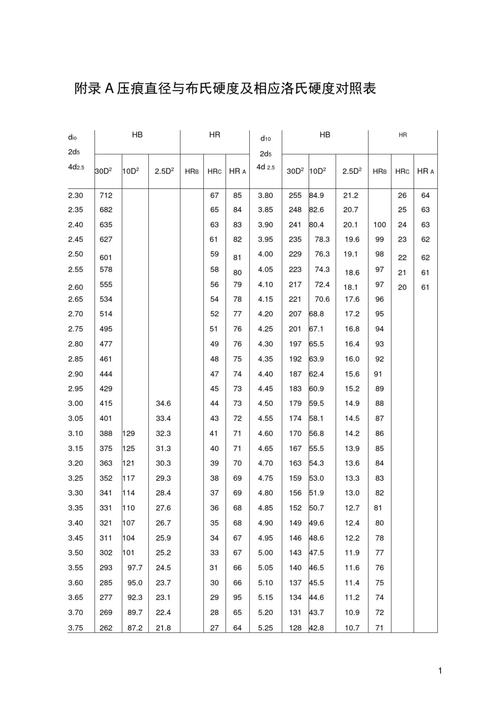
你去翻任何一本手册,什么布氏、洛氏、维氏、里氏、肖氏……光看名字就头大。但说白了,选硬度计就两件事:材料硬软+工件大小。比如大铸铁件,直接上布氏,压个钢球进去,测压痕直径,粗暴有效。可你要是拿它测淬火齿轮?压头都能崩了。❗
洛氏最常见,HRA、HRB、HRC……C标尺测淬火钢,好用,但前提是——工件表面得平,厚度不能太薄,不然压痕穿透,得,白干。想当年我第一次用洛氏打镀铬层,读数乱跳,还以为是机器坏了,其实是压头直接捅到基材上。镀层硬度得用维氏或努氏,显微镜下看菱形压痕,那叫一个精细,不过制样磨到手软。
问:测铜合金轴承衬套,硬度不高,但要求准确,选哪种硬度计?
答:这种情况我一般推荐布氏硬度计,用钢球压头,载荷可选500kgf或1500kgf,压痕大,代表性好,不容易受局部偏析影响。如果衬套太薄,小心压穿,那就换维氏,用小载荷,比如HV5。不过维氏对表面光洁度要求高,得抛光,车间现场操作有点烦。有些老师傅嫌麻烦,直接用便携里氏,但薄壁件里氏容易出错,反弹值乱飘。——别问我怎么知道的,都是泪。
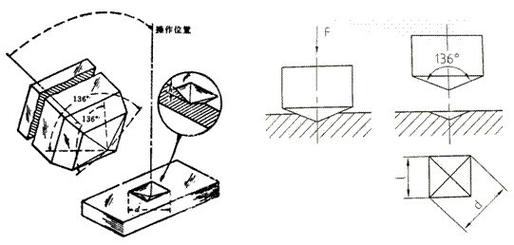
维氏硬度计,实验室的精细活儿
维氏硬度计,说实话,精度是真高,从HV0.01到HV100,跨度大,什么材料都能打。但——它就是个娇气包!样品表面稍微有点划痕,压痕边缘就不清晰,读数能差几十。我还见过新手把对焦旋钮拧过头,物镜直接撞到样品,咔嚓一声,心都碎了。💡
操作流程不复杂:装样、选载荷、转塔对焦、打压痕、测量对角线。但每一步都有坑!比如载荷保持时间,标准写10-15秒,可有些材料有弹性回复,时间短了压痕偏小,硬度值偏高。还有压痕测量,两条对角线都得准,差0.5微米,硬度值能差出一大截。自己测一遍,再让老检验员测一遍,比对不上那种懊恼……啧。
问:维氏硬度计打出来的压痕,对角线边缘模糊怎么办?是机器问题吗?
答:绝大多数不是机器问题。先检查样品表面,抛光到镜面最好。如果还模糊,可能是材料本身问题——比如铸造铝合金,疏松多孔,压痕边上容易塌陷。这时候换小载荷试试,或者改测布氏。另外,光源调节也很关键,视场光阑调小点,对比度就上来了。再不行,用图像自动测量系统,但那个贵啊……
现场用便携硬度计,到底靠不靠谱?

厂里检修,大轴、管道、模具,总不能拆下来送实验室吧?便携硬度计是刚需。里氏硬度计,一弹一测,快是真快,可误差也大得吓人。原理是根据冲击体反弹速度比换算硬度,对材料弹性模量敏感。同一块钢,淬火前后弹性模量变化不大,但里氏值能差几十。不同材料转换表也不同,选错曲线,直接谬之千里。我就用里氏打过Inconel,结果比实际低了一大截,差点把合格件判废。
超声波接触阻抗法(UCI)的便携硬度计,测薄件、小件挺准,探头压入,通过频率变化测硬度,不受方向限制。但——对表面粗糙度要求高,曲面还得修正。价格么,比里氏贵一截。✅不过呢,有些工况,比如测齿轮齿面,UCI确实比里氏靠谱。
问:现场测大型轧辊硬度,里氏硬度计读数总偏低,怎么回事?
答:首先检查轧辊表面是否打磨到位,氧化皮、脱碳层必须清除,否则影响反弹。其次,耦合剂要用对,太黏或太少都不行。还有,轧辊本身如果残余应力大,或存在各向异性,里氏值可能不准。建议用标准里氏块先校准,再测。如果还不行,换超声波硬度计试试,或者干脆取小样上布氏。
回过头看,硬度计这玩意儿,没有万能选手。关键看你要什么:是现场快速筛选,还是实验室精准分析? 选错了,不光数据闹心,报废工件那可都是人民币。别迷信参数,多上手试试,手感比说明书写得真实。现在谁问我,我都先说:先拿样件打几处,再说买不买。