第一次买工业内窥镜的时候,我盯着参数表看了整整两天——结果到手还是翻车了。像素200万,屏幕分辨率1080P,听着牛吧?插进管道里一片模糊。打电话过去骂人,对面工程师悠悠来一句:“你镜头擦了吗?”……我擦了,但镜头上全是油污,根本看不清。
所以后来我养成一个习惯:拿到新设备,先拆。不拆不知道,一拆吓一跳。有些号称百万像素的,镜头组就那么一小片塑料。说实话,这里面门道太多,今天掏心窝子聊聊。
一、像素高≠图像清,关键在镜头和照明
你先记住一个反常识的事——探头直径越小,镜头组尺寸越小,光学性能反而可能更差。6mm探头做成百万像素,镜片曲率、镀膜都得优化,成本哗哗涨。便宜的6mm百万像素?大概率是插值,假高清。
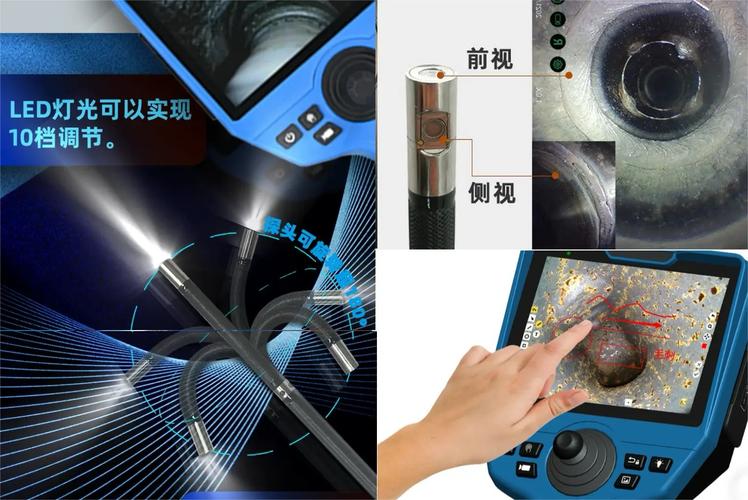
还有照明。现在满大街都是LED后置照明,光从光纤导到探头前端,亮度损失至少30%。如果你要进油箱或暗色内腔,导光不足,图像全是噪点。我试过在汽油箱里对比,前置LED照明(贴片在探头前端)比后置光纤亮的不是一点半点——但散热麻烦,探头容易发热,不适合长时间接触易燃物。这里就是个取舍,对吧?
说个真事。有次检测航空发动机叶片,领导非要用φ4mm的探头,觉得越细越好。结果镜头景深不够,叶片边缘发虚,差点漏掉一条发丝裂纹。最后老老实实换回φ6mm,加了个侧视镜套,才拍清楚。所以别迷信细探头。
二、转向功能:几方向才不吃灰?
现在厂家动不动就360°全方位导向,听着高级,价格也高级。可实际用起来,很多工况根本不需要。✅两点钟方向摆动就够了——比如检测管道的焊缝,你只需要向左、向右看。如果检测齿轮箱、缸体,才需要四方向甚至360°。但导向越多,探头结构越复杂,故障率也越高。我见过一台360°导向的,用半个月摆线就断了,维修费顶半台新机。❗
另外你得注意导向角度。标称150°弯曲,但实际负载下(比如拐弯时探头顶着管壁),可能只弯到120°。尤其是高温管子里,转向钢丝变软,干脆回不了位。所以选型时要考虑工作环境,做不了全向就别硬上。
问:检测直径100mm的弯管,应该选几向导向?
答:看弯管曲率半径。一般R≥1.5D的弯头,两方向就够;若直角弯或R<1D,最好上四方向。不过还得结合探头长度——探头太长,转向力传不过去,导向就废了。我习惯先拿导轮模拟,或者直接要厂家出Demo测试。千万别光听销售吹。
三、测量功能:双物镜还是相位扫描?别被精度骗了
现在三维测量功能快成标配了,什么点云、剖面、缺陷面积计算。但核心精度到底多少?厂商写的0.01mm,那是实验室环境。现场灰大、反光差、探头无法垂直,误差轻松到0.1mm以上。我对比过双物镜和相位扫描:双物镜便宜,但远场精度拉胯;相位扫描精度高,但对温度敏感,热气流扰动一下,结果乱跳。
如果你只是定性看裂纹,就别多花那几万块买测量功能。真需要定量分析——比如磨痕深度、凹坑体积——建议上结构光或双目视觉,并且一定要现场标定。说到这,想起去年测一根高压油管,双物镜报出深度0.3mm,我手摸都感觉有0.5mm,最后割开投影验证,果然0.48mm。💡所以,测量结果当个参考就行,别签验收单。

四、主机的那些小心思

主机屏幕分辨率普遍标1280×720甚至1080P,但很多是液晶屏插值提上去的,实际物理像素不够。阳光下可视性更是一塌糊涂。有次户外测天然气管道,我拿衣服蒙着头看屏幕,汗流浃背。后来学乖了:要么配遮光罩,要么选OLED屏,亮度拉到500cd/m²以上。
存储和传输也别忽视。有的机器只支持SD卡,插拔麻烦,现场油手一摸就坏。现在都流行WiFi无线传输,直接传手机或电脑,还能远程协作——你在这边伸探头,专家在千里之外实时标注缺陷。这功能疫情后特别火,但安全是个问题:有些工厂禁止WiFi,怕信号干扰。所以还得留个USB有线传输的口。
问:便携式工业内窥镜和台车式怎么选?
答:看你跑得多不多。现场出差多、爬脚手架,轻的准没错。我推荐主机重量不超过1.5kg,单手能握持,按键盲操舒服。如果在车间固定工位,台车式的大屏和强光源更好,但占地方。折中方案是模块化:主机可拆下来当便携机用。
五、一个被遗漏的关键词:环境适应性
防水、耐温、抗腐蚀。IP67是标配,但探头导端往往只标IP65。一旦进油进水,镜片起雾,神仙难救。我在化工厂碰到过酸性介质,一周腐蚀掉探头不锈钢编织网,后来换合金钢,代价是贵两倍。高温工况更烧脑:普通探头60℃就歇菜,标称80℃的,实际持续70℃一小时就可能变形。如果需要进窑炉、发动机燃烧室——乖乖用高温探头,带水冷套,价格五位数起。
还有个隐形坑:插入管材质。钨丝编织耐磨,但重;不锈钢编织便宜,但折弯后易松股。我现在习惯摸一下管体,偏硬偏弹性的往往耐弯折好些。💬
说到最后,选工业内窥镜真不是看参数表勾选项。你得亲手摸、实地测,最好能在自己工况下试机24小时以上。别信什么“碾压竞品”的宣传,同一个设备,测齿轮箱效果一流,测焊缝就可能一塌糊涂。认清需求最重要——搞清楚你主要查什么缺陷、在什么空间、什么温度下。
如果这篇唠叨能让你少走点弯路,我就没白拆那三台机器。