干我们这行的,谁没被缺陷检测坑过几回?上个月那条生产线,就因为一个芝麻大的划痕,整批料全废了。老板脸都绿了,质保部那帮人恨不得用放大镜数毛孔。说实话,我到现在还心有余悸——不是怕担责,而是觉得,这年头机器都那么聪明了,怎么检测个缺陷还跟抽奖似的?
不过话说回来,缺陷检测这门手艺,或者说这门科学,从来就不是“睁大眼睛看”就完事的。它太吃场景了。金属反光,塑料透光,玻璃又反又透……你要是拿个标准算法套所有物料,能行才怪!我试过不下二十种方案,有些纯属交学费——最后发现,真正好用的,都得靠视觉检测系统里那套深度学习模型,还得会哄它,跟养猫似的。
💡 选型时最怕什么?怕厂商拿通用demo忽悠你。给你看个螺丝孔检测,哇,0.1毫米的毛刺都看得清,结果到了现场,油渍一糊,灯光一晃,直接抓瞎。这种破事我经历过不止一次。所以现在我看方案,先看缺陷样本——不是那种干干净净的实验室图片,而是从产线上扒拉下来的,带着切削液、灰尘的那种。
为什么高精度≠高检出率?
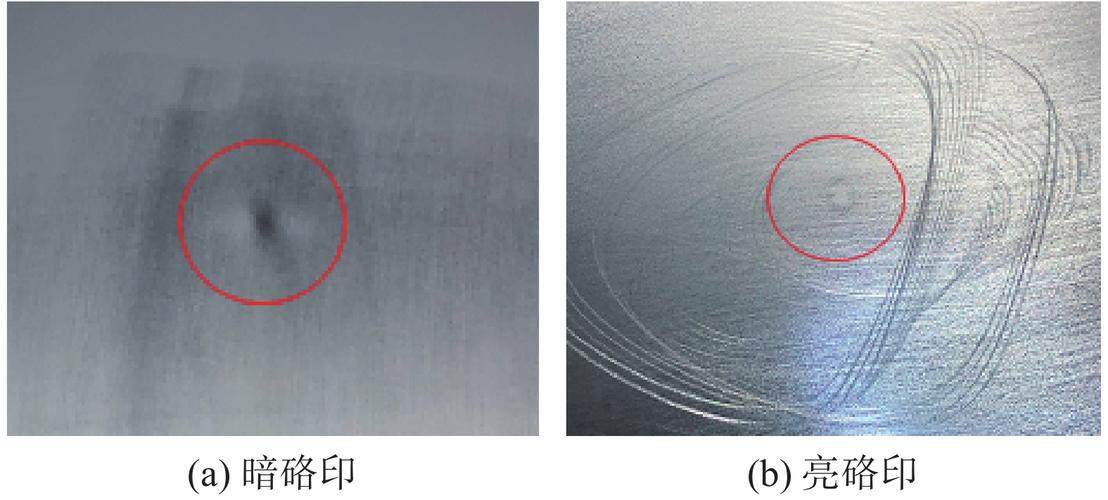
很多人一上来就迷信分辨率,好像像素越高越牛。错!大错特错。去年我们搞了个手机中框检测,相机塞到2900万像素,结果呢?过杀率飙到30%以上。为什么?因为把纹理当缺陷了。后来换了套AI算法,像素没变,但学会了区分“正常的纹”和“该杀的纹”。这事给我的教训是——缺陷检测的本质不是摄影大赛,是理解制造工艺。
举个例子,注塑件的缩水痕,从图像上看就是一小片云状暗影。传统算法要么漏,要么把阴影全当成缺陷。但如果你懂注塑,就知道缩水通常出现在加强筋背面,形状有方向性。把这种工艺特征喂给模型,检出率瞬间从70%拉到95%以上。❗ 难吗?难在没人愿意蹲在注塑机旁边看三百模。
说到这,想起一个哭笑不得的事。有家客户要求检测脏污,给了张极限样本——工人手指印。我说你这属于外观缺陷,但检测逻辑得按指纹走。对方不信,非觉得标准AI能搞定。后来我让他们在强光下用同轴光拍,指纹亮得像荧光,传统算法才算勉强识别。但产线上哪有那条件?最后还是老老实实加了缺陷分类,专门训练个指纹识别分支。

数据!数据!还是他妈的数据!
搞缺陷检测系统的都知道,模型再花哨,没数据就是废铁。但工业数据太他妈难搞了。良品堆成山,缺陷品跟大熊猫似的——一个模次可能就出三五个。我最高纪录是守了生产线整整两天,就为了攒够200张缺陷图像。最崩溃的是,好不容易训出来个模型,换批原料,缺陷特征又变了。这行真是没有尽头。
问:上深度学习缺陷检测,最少需要多少张缺陷图片?
答:这问题跟“娶媳妇要花多少钱”一样,没准谱。要看缺陷的复杂度。如果只是简单的划痕或缺料,背景干净,三五十张也凑合。但像焊点缺陷那种,裂纹、气孔、飞溅,每个亚类都是不同的故事,没个几百张根本别想稳定。我个人习惯,新项目至少准备100张缺陷,且必须包含不同光照、不同位置、不同形态的变异。而且别忘了良品样本——至少500打底。否则过杀率高到你怀疑人生。
问:用现成的预训练模型行不行?
答:行,但别指望开箱即用。那些在ImageNet上称王称霸的网络,到了产线上,连个油污和锈迹都分不清。你得做迁移学习,还得针对性地调整数据增强策略。我常用的一招是对比度自适应增强,模拟产线环境光波动,实测能提升10%以上的召回率。另外,标注的时候画框要手松一点,给模型留点容错空间,这个经验值几万块呢。
搞清需求比抠算法重要得多

很多厂一上来就要“零缺陷”,吓得我直哆嗦。零缺陷是个哲学概念,不是工程指标。你跟老板谈良率、谈PPM,他跟你谈信仰,这活就没法干了。一定要把需求量化:允许的漏检率是多少?可接受的误报率上限?最关键的,是致命缺陷必须零漏检,比如安全件裂纹。至于不影响功能的外观瑕疵,放宽点,别把产线逼成停线检查站。
有一次做动力电池的极片缺陷检测,客户死咬住涂层划痕不放。其实那些划痕深度才2微米,电解液一泡根本不影响性能。但他们怕电池起火,宁可错杀一千。最后我们设计了分级检测:一级直接判定,二级人工复判。系统发现划痕就报警,但不自动剔除,由质检员拿显微镜看。这样既没风险,又没把产能砍一半。💡 这思路后来被我当成宝——不是所有缺陷都值得你动刀动枪。
✅ 选检测设备时,我建议先搞清这三个问题:第一,你的缺陷是表面缺陷还是内部缺陷?这决定用2D视觉还是X光。第二,你的生产节拍是多少?一条慢线可以上高分相机加复杂算法,快线就得考虑线阵扫描+硬件加速。第三,缺陷有没有规律?规律性的东西可以写规则判断,别动不动就上AI,省成本还稳定。
说实话,混这行越久,越觉得缺陷检测是个手艺活。它不是纯技术问题,是材料、工艺、光学、算法的混合物。那天跟一个老质检聊天,他说他摸一下工件就能感觉到有没有砂孔——这种直觉,算法永远学不会。但我们能不能把它变成数据?也许能。也许不能。但这就是干这行的乐趣:在人和机器之间,找那个微妙的平衡点。
❗ 最后补一句:别迷信全自动。我见过最成功的项目,都是人机结合——机器做粗筛,人做确认。尤其对于稀有缺陷,人的泛化能力目前还是吊打AI的。等哪天真有能在线学习、自己发现新缺陷类型的系统了,那才算革命。现在嘛,咱们还是得勤快点,多去车间闻闻切削液的味道。