2026-07-04 08:51:50 作者:网编
分类:文章
上周去一家药厂调试设备,他们新弄的真空干燥箱,物料颜色不对,还粘连。操作工一脸无辜:’按规程做的啊。’ 我打开门一看,好家伙,抽气阀开得跟泄洪似的——直接给粉料抽飞了。
说实话,这事儿不稀奇。真空干燥看着简单,把东西扔进密封腔,抽真空加热就完事。对吧?可真上手,坑比月球表面还多。
原理不是摆设,搞不懂就得交学费
很多人以为真空干燥就是低温蒸发,水在负压下沸点降低,哗哗变成蒸汽抽走。嗯……理儿是这个理儿,可实际呢?传热才是老大难。物料堆在盘里,只有接触面受热,中间靠传导,慢了去了。这时候如果盲目升温——得,表面硬壳,里头还湿着,我们叫“假干”。
另外,真空度不是越高越好。抽太猛,水汽来不及流,就在物料内部沸腾,形成多孔塌陷。特别是冻干产品,直接废掉。有个同行做灵芝孢子粉,为了追求“绝对真空”,结果孢子壁全破,活性成分跑光。哭都来不及。
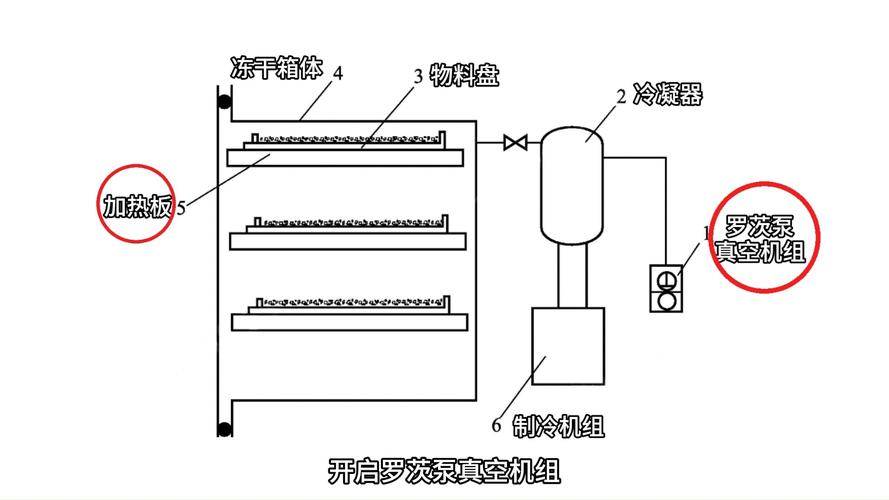 真空干燥原理传热传质示意图 工业
真空干燥原理传热传质示意图 工业
选型就是一场赌博?关键看你能不能押对这几个参数
经常有人问我:“李工,我们要买真空干燥箱,推荐个品牌呗。” 我:……你先回答我三个问题:物料性状?溶剂是啥?最终含水率要求?答不上来?那您先别急着掏钱。
真空干燥设备分太多类了:箱式、双锥回转、带式、喷雾……选错就是废铁。上次一家化工企业,用箱式烘粘稠膏体,每批都得人工翻料,工人抱怨不说,还差点把防爆玻璃敲碎。后来换成带搅拌的耙式干燥机,效率翻倍。
💡 划重点:挥发性溶剂必须配冷凝回收系统,不然你真空泵油三天就乳化。还有,密封件的材质!用普通橡胶天天换都没用,氟橡胶或PTFE才是正道。
问:真空干燥温度怎么定?经验值还是计算值?
答:都靠。但经验更靠谱——因为公式算出来的传热系数,在实际粉体堆积状态下根本不准。我的做法:先做DSC测物料热敏温度,然后在这个熔点(或分解点)以下20℃做几组正交实验。升温速率也是门道,慢升慢抽,给水分迁移留时间。要是心急,直接上阶梯控温程序,分段保压。❗千万别信说明书上的最高温度,那都是空载值。
那些年我们一起踩过的运行坑
运行中的幺蛾子才是真正的考验。说几个血泪案例:
– 真空计读数不对?可能是测压口被冷凝液堵了。加个气镇阀,或者定时破真空清理。
– 加热板温度不均?出厂时测过,用久了变形,导致物料盘点接触。得定期铣平或加导热垫。
– 最崩溃的一次:真空泵正欢快地转着,突然噪音变大,排气口冒白烟。拆开一看,物料酸性挥发物把叶片腐蚀成筛子。
所以,预处理很重要。酸性物料先中和,或者加碱吸收罐。别图省事,一个吸收罐才几个钱,一套泵组多少钱?
问:真空干燥时间为什么总比预计长?
答:很多原因,最常见的是真空管路有死积液。特别是多歧管并联,低点积冷凝水,形成“蒸汽锁”,阻碍抽速。设计时必须有坡度,并在最低点设排液阀。另一个是物料层太厚,内部水分子逃逸路径太长,只能减薄或者换动态干燥方式。
 工业真空干燥箱内部料盘布置 实物图
工业真空干燥箱内部料盘布置 实物图
工艺放大:从实验室到生产线,不是简单的倍数放大
这个话题能聊一整天。实验室小试成功了,量产却一塌糊涂,为什么?传热面积/体积比变了。小设备里物料薄薄一层,几分钟就干。到生产,物料堆成山,热量传不进去。单纯按干燥时间线性放大,必死。
解决方法:要么改工艺——比如用连续式带式干燥;要么改设备——增加内加热管或微波辅助。去年一个项目,用双锥回转真空干燥机,转速和倾角调了整整两周,才找到最佳落料曲线。最后在筒壁加焊了几个抄板,才算搞定。
✅ 顺便提个窍门:干燥终点判断别光看真空度,那个忽悠人。测露点!或者装在线水分分析仪,虽然贵点,但比返工合算。
维护保养:别等坏了才想起我
说起来都是泪。大部分客户只买不管:真空泵油变黑成浆糊都不换,密封条老化漏气就怪设备差。其实,定期换油、清洗过滤器、检查单向阀,就能避免90%的突发停机。尤其使用腐蚀性溶剂后,必须冲洗泵腔。
还有,密封门铰链和锁紧机构,三个月加次高温脂。不然门都打不开——不是开玩笑,我就遇到过工人用撬棍撬门,把真空腔划出一道沟,直接报废。
最后说句掏心窝的话:真空干燥不是干燥技术里的“万金油”,成本高,周期长,但用在热敏、易氧化、高附加值物料上,它无可替代。掌握它,靠的是细节和敬畏心。
 真空泵组维护保养现场 工业
真空泵组维护保养现场 工业
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:真空干燥这玩意儿,玩好了是绝活,玩砸了就是灾难——一个老机械师的十年经验谈
文章链接:https://www.zystgy.cn/a/54523