损失?不敢算。后来拆下来一看,密封面磨损得像被砂纸打磨过,原因竟然是——介质里带了些微颗粒。没人提醒过我过滤精度这回事。
所以今天我想聊点实在的。不堆术语,只讲踩过的坑。
旋转接头到底在转什么?
很多人以为旋转接头就是个会转的管接头,其实它最核心的任务是:让流体在设备旋转和静止部件之间无泄漏传输。就像你一边跳舞一边喝奶茶——吸管得跟着你转,还不能洒。在钢铁连铸机、瓦楞纸生产线、吹瓶机这些地方,它既是流体通道,又是旋转关节。
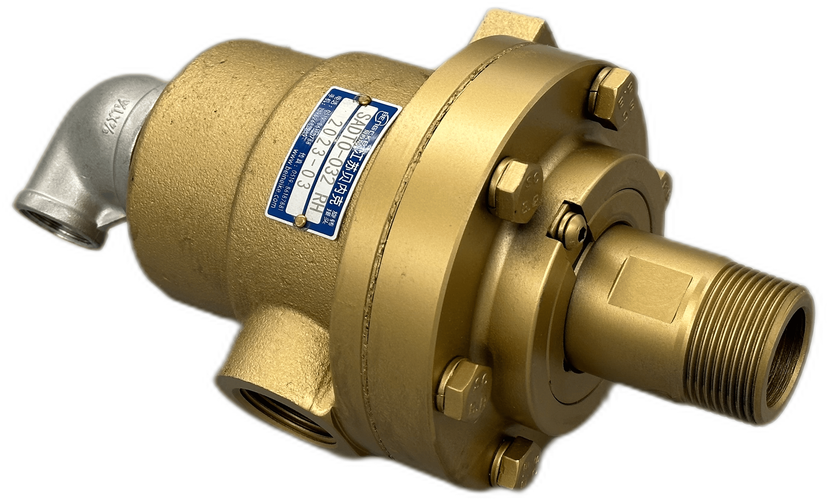
结构说起来不复杂:外壳静止,轴随设备转动,中间靠密封件隔开高压区。但难就难在“动密封”。密封面如果干磨,几秒钟就烧毁;而介质又可能是水、热油、蒸汽、甚至研磨性流体——有些工况,简直是接头杀手。
我见过一个极端例子:高温导热油旋转接头,客户图便宜选了普通石墨密封,结果一周换三次。后来换成合金环加波纹管补偿结构,用了两年没出事。真是一分钱一分货。
不同类型,门道很深
市面上的旋转接头分法很多,按介质、通路数、压力等级。但我觉得,更接地气的分类是按应用场景:
水用旋转接头:最常见。比如注塑机模具冷却,要求转子转动灵活,密封常用碳化硅对碳石墨。注意水质——结垢以后密封面会咬死。
蒸汽旋转接头:造纸烘干滚筒专用。温度高,既要耐热冲击,又得对付冷凝水的汽蚀。曾经有个客户把蒸汽接头误装在水管上,结果密封圈膨胀卡死,轴颈都拉伤了。哭笑不得。
液压旋转接头:高压是常态,21MPa以上很常见。密封沟槽设计都要考虑压力变形。 多通路旋转接头在液压系统里是常客,一个接头里走油、走信号、甚至走光纤,结构紧凑得吓人。
多介质旋转接头:比如吹瓶机,一路走压缩空气,一路走冷却水,还得独立密封互不串通。密封隔离设计是关键。

💡 有个诀窍:如果你不确定设备该用哪种,先看转速、压力、介质这三个参数。转速高于200RPM?必须考虑平衡式密封。压力波动大?那波纹管结构会比弹簧更靠谱。
选型时,最容易摔跟头的五个细节
第一,安装同心度。别小看那几丝偏差。接头轴心与设备轴心不同轴?用不了多久密封面就偏磨,泄漏很快找上门。我特别建议高温工况用带球面补偿的旋转接头,允许一定角度偏移。
第二,介质清洁度。很多密封不是被磨坏的,是被堵死的。固体颗粒超过一定粒径,会在密封面间造成犁沟效应。前面说的蒸汽事故就是教训!❗ 强烈建议在入口加装Y型过滤器,并且定期清理。
第三,停机维护习惯。长时间停机时,冷凝水积在密封腔会腐蚀。每次停机前让接头空转几分钟,把残留介质甩掉——这习惯值千金。
第四,扭矩限制。旋转接头本身不能承受过大的管道反力矩。必须在外部接管上做柔性连接,否则壳体开裂不是说着玩的。
第五,密封材料组合。软环、硬环怎么配?有人以为越硬越好,其实软环适当磨损反而能贴合密封面。比如碳化硅配浸锑石墨,在高压水下寿命极长。但遇到强氧化性介质?得换同质硬环组合。
是啊,细节真多。但跳过任何一个,生产线上都可能爆雷。
常见问题,直接答
问:旋转接头泄漏一般有哪些原因?
答:其实就三类:密封面损伤、密封圈老化、结构件变形。密封面损伤最常见,原因可能是异物进入、干运转、压力冲击。密封圈失效往往伴随高温硬化或溶胀。至于结构件变形,多半是外力或热胀冷缩没留够间隙。💥 一句话:先看介质,再摸温度,最后查安装精度。
问:怎么判断该换密封件了?
答:观察到介质中有石墨粉末或金属碎屑,或者泄漏量突然增大并持续,那就是密封面已经严重磨损。别等完全失效再换。定期维护时,拆开检查密封面的接触宽度,如果超过原始的三分之一,就该准备更换了。另外,如果转动阻力明显增加,可能密封环已经卡死。
问:高压旋转接头和普通的有何区别?
答:高压型密封结构完全不同。普通型密封面靠弹簧力贴合,高压型则利用介质压力自紧。密封截面往往不对称设计,压力越高密封力越大,但也要防止过载导致密封面烧毁。高压旋转接头的壳体材料和壁厚都经过强化,试验压力通常是工作压力的1.5倍以上。
说到这里,忽然想起一个挺讽刺的事:有次客户抱怨新接头寿命短,我们拆解发现密封面烧蚀严重,追问之下才说——试机时忘了通冷却水。干运转了十几秒。就这十几秒,足以毁掉一对密封。所以,培训操作工真的很重要!
好了,篇幅不短了。旋转接头这东西,看似简单,实则处处有坑。选对了安稳几年,选错了天天救火。希望这点经验能帮你少走弯路。有问题欢迎在评论区聊,我知无不言。