如果你第一次接触三辊研磨机——那种三个大铁辊子慢悠悠转动的家伙——你可能会想:这玩意儿能比砂磨机快? 可一旦你调过一次难搞的膏体,或者在实验室里被高粘度物料折磨得额头冒汗,你才会明白它的好。我说真的。
💡 尤其是那种粘度高到几乎不流动的颜料膏、导电浆料,甚至是巧克力!别笑,巧克力精磨真用过这设备。砂磨机进去就堵,而三辊机却能靠那三个辊子,慢条斯理地给你捏出完美细度。
凭什么三个辊子能搞定一切?

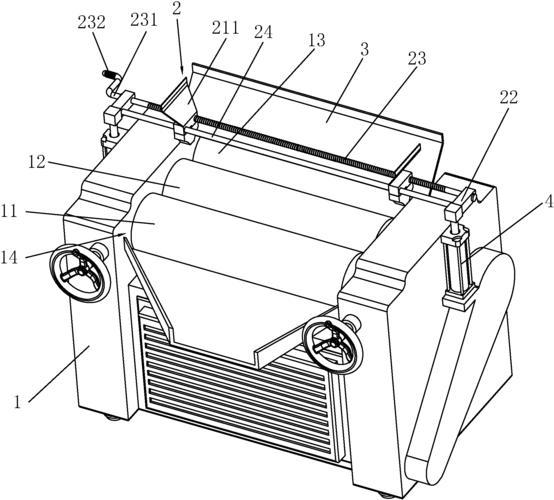
原理其实粗暴简单:三个辊子,转速各不相同。给料辊最慢,中间辊快一点,快辊最快,速度递增。物料先粘在慢辊上,带到中辊,再被快辊刮走——出料刮刀就贴在快辊上。这过程中,辊子之间的间隙极窄,物料被强剪切、挤压,颗粒被硬生生碾碎分散。
❗ 但关键是:间隙调节。你没调好,要么堵料要么漏料,要么压根不下料。我第一次调的时候,拧那个手轮拧得满头大汗,最后才发现——两端间隙必须一致,偏一根头发丝都不行。
还有就是材质。别以为所有辊子都一样。你要磨腐蚀性物料?老老实实用陶瓷辊或者氧化锆辊。我见过一个厂用普通钢辊磨电池浆料,三天辊子就坑坑洼洼,修都没法修。
选型时,销售不会告诉你的那些坑
选三辊机,很多人盯着辊子长度和直径。大就对了?才怪。辊子越长,平行度越难保证;直径越大,装拆累死你。你要真需要高产,不如看看双传动还是液压。手调的那种,一天磨三批料手就酸了。
✅ 实验室用的小机型,推荐陶瓷辊的,耐腐蚀且易清洗。但有个致命问题——冷却系统。三辊机工作时辊子会发热,有些物料对温度敏感,一热就结皮。你得要带内部水冷的辊子,不然就等着铲废料吧。
问:三辊研磨机和砂磨机到底怎么选?是不是高粘度才用三辊?
答:差不多。一般来说,粘度超过5000cps,砂磨机效率急剧下降,浆料可能根本循环不起来。三辊机没有这个限制,你就是上牙膏那种稠度,它也照单全收。但三辊机是开放式,溶剂挥发严重,做挥发份控制的产品得注意。另外细度要求极高的产品,比如纳米级,三辊机做不到,还是得砂磨机加微珠。所以不是万能,但高粘度领域它是王牌。
维护不当?等着修辊子吧
三辊机最贵的就是辊子。一条氧化锆辊大几万,坏了心疼死。保护辊子的关键只有两点:一是不空转,二是不放过硬的大颗粒。空转时辊子直接接触,磨损加剧——现在有的机型带自动停机,空转就停,这是保命功能。但更隐蔽的杀手是那些不小心掉进料里的硬杂质,比如螺丝钉。过一遍,辊子就一道深沟,基本报废。所以最好前端加一道过滤,或者用磁格栅。

清洗也别马虎。每次换料或者收工,必须用溶剂彻底洗干净,尤其是刮刀和辊端挡板那里积料。小厂子有时图省事,直接拿铲子刮,结果辊面全是划痕。其实有一种带清洗系统的机型,在辊子上方加溶剂喷洗,哎,省心——但贵啊。
问:辊子拉伤后,还能修复吗?
答:看程度。浅划痕可以用研磨膏抛光,但深沟就得重新磨削。不过要注意,磨削后辊径变小,与原来的轴承配合可能出问题。最好送回原厂修,他们有研磨后的镀层工艺。还有一个终极方案:修不好的陶瓷辊,可以直接换内衬套,不用整个辊子扔掉,这个技术现在多了,早几年还很少有人干。
话说回来,三辊研磨机这设备,历史悠久,也没什么惊天动地的革新。可正因为简单,可靠性极高——有些厂里那台三辊机比工人岁数还大,照样嘎嘎转。所以你问我值不值得买,我会说:只要你的物料够粘、要求够高,它永远不会被淘汰。
❗ 最后一句忠告:别在无防护的情况下操作出料口,那个快辊卷人可不是闹着玩的。安全第一,哪怕你烦规则。