那根烧得通红的铝棒,像一根巨型火腿,被液压缸硬生生怼进模腔。我站在三米外,都能感觉到热浪扑脸。说实话,那一刻我才真正理解什么叫“工业挤压”——不是温柔的塑形,是暴力美学。
挤牙膏的哲学:挤压成型的底层逻辑
挤压原理不复杂,但实现起来细节多到爆炸。金属在高温下变得像面团,但它的流动性又和面团不同,有各向异性。你得精确控制挤压比,一般来说铝挤压的挤压比在10到100之间,太小了变形不充分,太大了模具受不了。温度窗口得卡在430°C到500°C——太高了晶粒粗化,太低了挤不动。速度更是关键,快了表面撕裂,慢了效率低且晶粒也会长大。所以,挤压工艺是门动态平衡的艺术。
我见过最离谱的工艺参数,是某厂为了赶订单,把挤压速度提高了30%,结果模具一天崩三套,他们还怪模具质量差。模具说:这锅我不背啊!💡

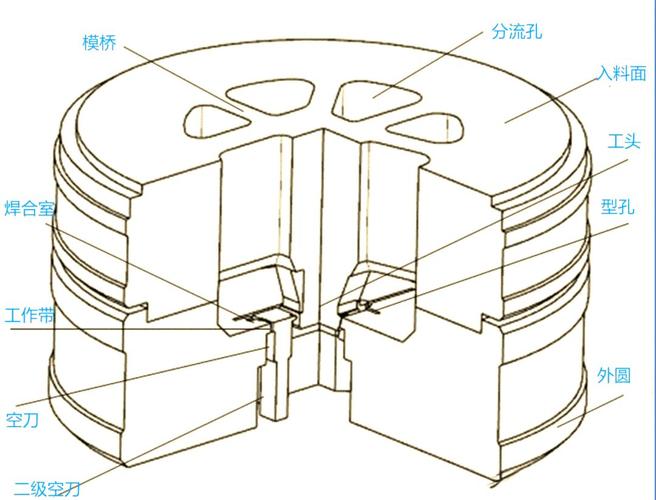
模具:挤压之魂,也是万恶之源
模具设计直接影响型材精度、表面质量和生产效率。但模具也是消耗品,特别是热挤压模具,工作环境恶劣——高温、高压、剧烈摩擦。模具钢选材、热处理、表面渗氮处理,每一项都得做到极致。但即便这样,模具寿命依然是个玄学。有的模具用三个月,有的三天就裂了。设计师经常对着报废模具叹气:我设计得没问题啊!其实影响因素太多:挤压比、冷却均匀性、操作工有没有暴力敲模……
问:挤压模具为什么寿命差别那么大?
答:这得从几个方面看。首先是模具材料,H13钢是常用,但质量参差不齐,小厂的可能有微裂纹。其次是热处理工艺,淬火回火不到位,硬度不均匀。然后是使用维护,每次挤压后要及时清理残铝,定期去应力退火。还有操作因素,预热不足就上机,或者挤压过程中急冷急热,都会缩短寿命。说白了,模具就像汽车,开的人不同,寿命天差地别。
那些年,我们踩过的挤压缺陷坑
挤压缺陷五花八门:表面裂纹、扭曲、气泡、粗晶环……每种缺陷背后都有原因。比如,粗晶环是挤压时金属流动不均匀导致外层晶粒粗大,多见于高挤压比和慢速挤压。解决办法是控制挤压温度和速度,优化模具导流腔设计。再比如,表面裂纹,通常是挤压速度过快或温度过高导致金属表面撕裂,需要降低速度或改善润滑。
问:挤压型材弯曲了怎么办?矫直能解决吗?
答:弯曲是出模口时冷却不均匀造成的。一侧冷得快,收缩厉害,就弯了。轻微弯曲可以用拉伸矫直或压力矫直,但矫直会产生内应力,影响后续使用。根治办法是在模具出口设置均匀冷却装置,比如水雾冷却,让型材四周冷却速度一致。还有一个偏方:故意让模具设计时带点反方向的预变形,抵消弯曲,但这需要大量试模经验。
如今工业挤压无处不在,从门窗铝型材到高铁车体,从散热器到汽车防撞梁。特别是新能源汽车,电池托盘、电机壳,很多都是挤压型材再加工。市场需求越来越大,但对精度和强度的要求也越来越高。
挤压的未来:智能还是经验?
工业挤压的未来,智能化是必然趋势。实时监测模具温度、挤压压力,自动调整参数,减少人工依赖。但再智能,也离不开懂行的工程师。毕竟,挤压这行,经验比算法靠谱——至少目前如此。✅