前阵子去一个废钢处理厂,看到他们还在用锤式破碎机硬啃大体积物料,说实话,心疼那电费。锤头三天两头换,产量还上不去。这就好比非得用菜刀剁骨头,吃力不讨好。
工业粉碎这事儿,看似粗犷,其实门道深得很。很多人以为就是“把大块变小块”,但物料硬度、湿度、进料尺寸、出料粒度要求,这些东西只要有一个没对上,整套产线就被卡脖子。我才入行那几年也踩过坑,给一个石灰石矿配过冲击式破碎机——结果物料含硅量太高,板锤磨损快得怀疑人生。后来才知道,那玩意儿更适合作软岩。
粉碎原理不是玄学,但误会真多
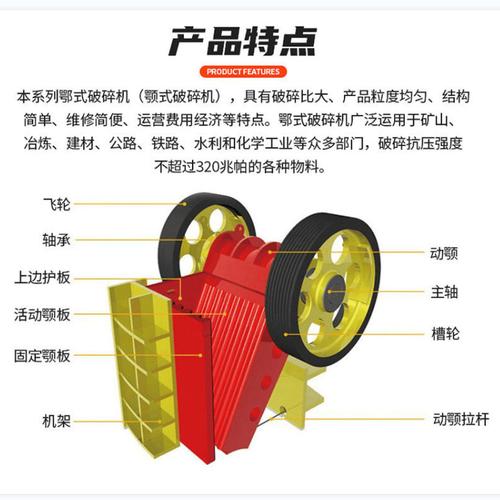
破碎机的工作原理无非是挤压、冲击、研磨、剪切这几种,但组合起来就千变万化。颚式破碎机靠两块颚板“咬”碎物料,属于粗碎;圆锥破碎机是层压粉碎,适合中硬以上;反击式则利用板锤高速冲击,出来的粒形好,但怕硬料。很多用户不理解,为什么同样叫“反击破”,有的能打花岗岩,有的一上玄武岩就趴窝。关键在转子线速度和板锤材质,还有破碎腔型设计。
有一次客户问我:“双辊破碎机是不是过时了?” 我差点笑出来。这玩意儿在煤炭、水泥行业依然稳得很,尤其处理湿黏物料,靠两个相对旋转的辊子将物料强行拉入破碎腔,不会堵料。而且液压调节辊距,出料粒度控制精准。过时?只是应用场景不同罢了。
说到这儿,就想起一个经典争论——
问:锤式破碎机和反击式破碎机到底怎么选?
答:简答粗暴:看物料硬度和磨琢性。锤破适合中等硬度以下的脆性物料,比如石灰石、煤、石膏,它的锤头直接打击物料,磨损快但结构简单,维修方便。反击破虽然也是打击式,但物料在破碎腔内会反复碰撞,粒形更好,而且可以通过调整反击架与板锤间隙来控制出料。只是遇到高硅物料,板锤损耗极大,不划算。你要是搞建筑垃圾破碎,反击破是主流,因为需要剥离钢筋。但如果是水泥厂破碎熟料,锤破更皮实。不过现在也有厂商搞复合锤头,耐磨性上来了,但成本……你懂的。
选型时,这些坑我替你踩过了
工厂老板最爱问:“你这设备产量多大?” 偏偏这是最坑的问题。标称产量都是在特定工况下测的:进料粒度、物料密度、出料粒度、含水量……这些条件一变,产量能腰斩。去年一个客户,拿厂家宣传的“800吨/时”直接上马,结果实际进料大块比例太高,颚破一小时才出600吨不到,后面整条线都吃不饱。后来加了格筛,把超径料提前分离,才好点。

还有,很多人不看破碎比。一级破碎就想把一米见方的矿石干到30毫米以下?那是做梦。除非上反击破加锤破组合,但电耗和维护成本飞起。正确的做法是分级破碎:粗碎用颚破或旋回破,中碎用圆锥或反击,细碎用短头圆锥或立轴冲击破(制砂机)。见过一个花岗岩骨料线,颚破+圆锥+立轴冲击三级破碎,出的精品砂粒形圆润,卖价高不少。
问:立轴冲击式破碎机(VSI)为什么在制砂领域这么火?
答:它的核心是“石打石”或“石打铁”。物料被高速甩出转子,撞击周围的石衬层或铁砧,破碎后颗粒内部微裂纹少,抗压强度高,棱角多。混凝土用这种机制砂,和易性好。而且通过调整转子速度和进料量,可以控制细度模数。但缺点也明显——对湿度敏感,含水高的物料容易堵转子。还有个麻烦,石衬层更换频率不低。所以南方潮湿地区用VSI制砂,经常要加烘干或者堆存脱水。对了,现在有“半干法”工艺,用洗砂机先脱泥,再进VSI,效果好不少。但这都是银子堆出来的经验啊。
智能控制是噱头还是真功夫?
这几年动不动就“智能破碎系统”,什么传感器监测、自动调整排料口、远程诊断。我听多了,一开始也觉得就是卖PLC的。但真正见识过一个铁矿用智能系统后,我闭嘴了。圆锥破的排矿口自动根据料位和功率调整,过载保护反应在毫秒级,班产量上去不说,衬板磨损居然更均匀了。以前一个月换一次轧臼壁,现在能撑到一个半月。数字摆在那里,不得不服。当然,一套好好的传感器如果天天粉尘糊住,那智能就成了智障。所以,现场维护得跟上,不然白搭。
前几天有同行吐槽:“工业粉碎这行,技术快天花板了。” 我倒觉得,细分领域还在冒火花。比如低温粉碎技术,用液氮冷却物料变脆,然后粉碎,对热敏性物料(塑料、橡胶、食品)是革命性的。还有超细粉碎的气流磨,能到纳米级,新能源电池材料现在需求很猛。不过这些技术离传统矿山远了点儿,投入门槛高,小厂子玩不转。
说到底,设备是死的,人是活的。选型之前,扎扎实实做物料分析,小试中试都别省,否则后面全是学费。干了这么多年,我最怕听到的一句话就是:“差不多就行”。在工业粉碎的字典里,根本没有“差不多”三个字。